Акриловые нюансы

Иногда те компании, которые занимаются производством наружной рекламы, могут испытывать разнообразные проблемы. Это происходит по нескольким причинам. Бывает так, что имеющейся у них информации просто недостаточно для правильности обработки материала, ведь знание технологических основ крайне важно. Однако и это не гарантирует успех. Потому что немалое количество компаний намеренно игнорирует некоторые особенности производства, желая сэкономить собственные средства. Листовой акрил обладает отличительными характеристиками, которые могут принести огромную пользу производителям рекламы. Каждый из них может воспользоваться ими. Далее обсудим все эти вопросы более подробно.
Ранее уже был рассмотрен вопрос об акриле как материале для изготовления и его ключевых характеристиках, а также о возможности их проявления в зависимости от тех способов, которые применяются непосредственно во время производственного процесса. Чаще всего недостаточно ориентироваться только лишь на те особенности и качества, которые заявлены изготовителем материала. Ведь это чревато появлением некоторых нюансов, которые не всегда бывают ожидаемыми. Чтобы этого избежать, необходимо обладать знаниями о том, как правильно обрабатывать акрил. Огромное значение имеет также и осознание того, как реагирует материал при осуществлении на него определенного влияния.
Многие производители уверены в том, что акриловый лист как материал является аморфным. Однако это не совсем так. Существует четкая зависимость от метода их изготовления. В случае применения метода литья аморфность действительно полная. А вот когда используется метод экструзии, нельзя судить столь однозначно. Качественные характеристики могут отличаться в образцах немалых размеров. Все потому, что, следуя необходимой технологии метода, лист растягивают продольно, чем объясняется изменение уровня прочности материала. В некоторых случаях разница может составлять около 20 процентов. Например, происходит следующая ситуация: при проведении расчета вывески для наружной рекламы необходимо сэкономить. Поэтому для осуществления данной цели специалист возьмет пластик, толщина которого будет не достаточно большой, при всем этом запас прочности будет наименьшим. Кроме того, не следует забывать про разброс по толщине (он может быть как на 10 процентов больше, так и на 10 процентов меньше). Получается, что те отклонения в величине прочности, которые произошли, просто недопустимы. Они не соответствуют необходимым стандартам. К чему это может привести? Как минимум к тому, что готовому изделию грозит поломка. А в худшем случае все может закончиться тем, что кто-либо пострадает и получит серьезные повреждения.
Необходимо, чтобы производство акрилового пластика, используемого в сфере наружной рекламы, обязательно происходило в соответствии со всеми передовыми технологиями. Для этого разработка его составляющих элементов должна строго соответствовать определенным параметрам. Только так может быть гарантирована износоустойчивость изделия, а также длительное сохранение его качественных характеристик. Ведь с течением времени прочность изделия становится хуже. Хотя и гарантийный срок равен 10 годам, все равно под конец его прочность меньше уже практически на 50 процентов по сравнению с той, которая была изначально.
Естественно, что акрил, изготовленный двумя разными способами, которые уже были упомянуты выше, не будет одинаковым по своим характеристикам. Кроме того, обрабатываются экструдированный и литой акрил тоже по-разному. Все это оказывает непосредственное влияние на сферу использования, а также прочностные и качественные характеристики готовых изделий. Чем отличается экструдированный акрил от литого? Ответ таков: в первую очередь обработкой. В самом ее процессе, когда тепло, которое выделяется посредством трения о приспособление, либо сам лист подвергают обработке на определенных температурных показателях.
Точка плавления экструдированного акрила будет меньшей, чем у того, который изготовлен методом литья. Потому та стружка, которая подвергается обрезанию, плавится на протяжении меньшего количества времени. Кроме того, вязкость именно такого типа акрила всегда гораздо меньше. Все это приводит к тому, что работу инструмента требуется постоянно тормозить. Это просто необходимо для того, чтобы убрать расплавленную стружку с устройства. Проделать такую процедуру следует несколько раз подряд до полного удаления этой стружки.
Табл. 1. Максимальная усадка для разных толщин и направлений
|
Вид акрила Polycryl® |
Толщина |
|||
|
£ 3мм |
>3мм |
|||
|
вдоль |
поперек |
вдоль |
поперек |
|
|
Экструдированный |
6% |
1% |
3% |
0.5-1% |
|
Литой |
2% |
2% |
2% |
2% |
Однако даже после всего этого появляется новая проблема: готовая акриловая пластина выгибается в своей центральной части. Изготовители находят способ выхода из положения. Вот он: использование акрила от другого производителя. Но этот выход неудачный. Ведь итог будет точно таким же. Так происходит от того, что пластику свойственна усадка при его нагреве, который осуществляется в процессе обработки. Это и становится причиной того, что на поверхности материала появляется кривизна. Решить проблему может использование акрила, изготовленного методом литья, а также применение специального инструмента, который способен устранить проблему слишком сильного трения, что снизит и количество тепла, которое будет выделяться. Это наиболее радикальный метод.
Также возможно использование и других методов устранения данной проблемы: именно те места, которые подвергаются обработке, следует обдуть смесью аэрозоля с водой или же остудить воздушной струей.
В процессе изготовления некоторых видов изделий (подставки, держатели и другие) применяется метод гибки на струне. С его помощью заготовке придается та форма, которая необходима в конкретном случае. Линия сгибания должна быть расположена в соотношении с листом акрила в определенном направлении. Очень важно учитывать данный факт. Ведь от этого зависит результат работы. Особенно сильно это касается процесса производства именно методом экструзии. В случае применения метода литья нет существенной разницы.
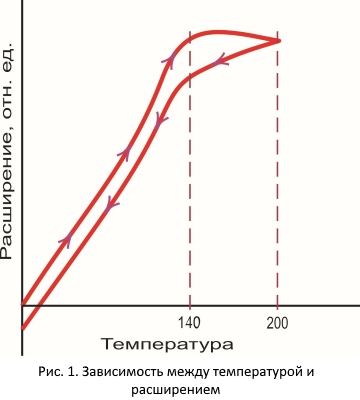
Очень важно понимать, в чем заключается суть данного свойства. Пластик разогревается до температуры 140 градусов (или даже больше). Это температура пластичности. Именно ее величина провоцирует воздействие на пластик с удвоенной силой. Потому что материал в процессе действия на него температуры меняется в размерах в сторону увеличения. Но по причине усадки он становится меньше как вдоль, так и поперек (при использовании метода экструзии). Выходит, что когда готовое изделие полностью остывает, размер будет меньше, нежели в изначальном состоянии. Далее уже он не подвергается изменениям.
Когда происходит процесс разогревания при использовании метода гибки на струне, центральная полоска удерживается с помощью тех частей акрила, которые располагаются по бокам. Это приводит к тому, что она становится кривой (при слишком большой зоне разогрева). Второй вариант развития событий – внутри нее появляется напряженность, при этом размеры полоски остаются в неизменном состоянии.
По завершении всего процесса (в случае расположения линии ребра вдоль) остается участок с большим напряжением. В некоторых случаях могут даже появиться трещины. Не всегда они возникают в тот момент, когда произошло полное остывание изделия. Бывает, что это случается спустя немалый временной промежуток на протяжении последующей эксплуатации.
Если гибка осуществляется в направлении поперек, то вероятность возникновения трещин отсутствует, а внутреннее напряжение не бывает слишком большим. Однако в процессе гибки на струне напряжение будет оставаться в любом случае. И то, какой именно пластик используется, здесь не играет никакой роли. Когда участок с напряжением соприкасается с определенными видами жидкостей, способных растворять в себе конкретные вещества, это чревато появлением разрывов. Если на него попадут подобные вещества, то трещины не заставят себя ждать. Чтобы избежать этих последствий, необходима обработка в печи отжига. Это позволит убрать напряжение. В случае, когда существует точная уверенность в том, что подобного рода взаимодействия не возникнет, можно не применять метод отжига. Особенно, если речь идет про акрил, который изготавливается способом литья.
Процесс термоформования: отличительные свойства
Данный процесс неодинаковый для акрила, изготовленного двумя разными методами – экструзии и литья. При всем этом обязательно следует принимать во внимание тип акрилового листа, форму и метод разогрева, а также последующего охлаждения. На этапе подготовки необходимых заготовок следует понимать, что после разогрева габариты листа не будут такими, какими были изначально. Всему виной усадка.
В чем заключается разница между экструдированным и литым акрилом?
Величина температурных показателей, при которых литой лист можно подвергать формовке, более высокая. Литой акрил следует разогреть до показателя не менее 160 градусов, но и не более чем до 190 градусов. А вот акрил, полученный методом экструзии, греют до 175 градусов, но не меньше, чем на 140.
В процессе формовки экструдированного акрила необходимо учесть, что нагрев поверхности должен быть исключительно однородным. Допустимый предел равен 5 градусам. Степень вязкости строго зависит от температуры. Если проигнорировать этот факт, то напряжение в готовом листе усилится гораздо больше. Что касается литого акрила, то здесь допустим предел 15 градусов. Появление трещин после полного остывания, что вполне возможно при работе с акрилом экструзионным, возникает достаточно редко.
Для того чтобы ускорить обволакивание всех элементов, образующих форму, более качественно заполнить внутренние углы, нужно воспользоваться некоторыми методами. Ведь для литого акрила характерна более высокая степень вязкости. Бороться с проблемой можно при помощи увеличения нагревательной температуры листов. При всем этом нагрев матрицы также необходим. Граница допустимой температуры равна 85 градусам. Еще один способ: лист следует вдавить в матрицу путем использования специального инструмента. Может помочь и использование сжатого воздуха.
Литому акрилу свойственна обратная способность к выпрямлению. Она достигается за счет нагревания. Это свойство полезно в случаях производства изделий, на которые наносится печать трафаретом. Ведь готовое изображение должно полностью соответствовать самому рельефу. Максимальная точность является обязательным условием.
Табл. 2. Температура и время отжига
|
|
Температура отжига |
Время отжига Т в часах |
Остывание |
|
Для слабо формованных |
75 °C для Polycryl® EXTRA 85 °C для Polycryl® Cast |
T=2+0.225 x D(мм) |
10°C в час |
|
для сильно формованных |
65 °C для Polycryl® EXTRA 75 °C для Polycryl® Cast |
T= 4+0.45 x D (мм) |
15°C в час |
Итоговый результат зависит от процесса охлаждения, происходящего после формовки. Важно то количество времени, которое требуется для того, чтобы готовое изделие окончательно остыло. Вытяжка материала и толщина листа – основные ориентиры. Чем эти показатели меньше, тем быстрее будет происходить остывание. И наоборот. Однако важно понимать, что существует вероятность возникновения трещин. Так происходит потому, что точки, в которых величина толщины наиболее мала, подвержены этому по причине слишком быстрого их охлаждения. Следует снимать готовые изделия, если они были изготовлены из литого акрила, при величине показателей температуры 60 градусов. А экструдированный акрил вообще не должен оставаться на матрице. Потому что при остывании изделия до отметки в 80 градусов увеличивается вероятность возникновения трещин. Снятие обязательно сразу же.
Чтобы убрать напряжение с готового изделия, нужно применить метод отжига. Этим будет обеспечен высокий уровень устойчивости к появлению трещин в моменты оказания нагрузки на него. Еще так достигается улучшение сопротивления действию разнообразных синтетических веществ. Качество готового изделия будет в разы лучше, а форма четко зафиксируется.
Важным является устранение лишней влаги по причине того, что внутри листа скапливается пар из-за нагревания. В листе появляются пузырьки, что одинаково касается как экструдированного, так и литого акрила. Сушка при допустимой температуре 70 градусов действительно необходима. Процесс длится на протяжении разного количества времени. Все зависит от толщины и степени влажности листа. Обычно это занимает не один час. Сушка не требуется только тогда, когда на листах имеется специальная пленка, обеспечивающая защиту.
В тех случаях, когда необходимо, чтобы акрил обладал наиболее высокой степенью надежности и устойчивости к износу и появлению трещин, следует остановить выбор на литом его типе. Прочность будет гарантирована. Отжиг в печи снимет высокое напряжение, что минимизирует все возможные риски повреждений.
Успешное производство прочных и качественных акриловых изделий возможно только, если изготовитель принимает во внимание все ключевые характеристики материала, а также обеспечивает его правильную обработку. Важные моменты следует учесть для того, чтобы эти изделия служили длительное время, сохраняя свои качества независимо от оказываемых на них воздействий, разных по своему происхождению.