Типові помилки при обробці АКП

Алюмінієві композитні панелі (АКП) — матеріал, що може чудово прикрасити зовнішній вигляд та інтер'єр будівлі, послужити прекрасною основою для реклами. Він завоював популярність серед будівельників, дизайнерів, маркетологів, завдяки естетичності, міцності, стійкості до зовнішніх чинників та іншим перевагам.
Водночас дуже важливим чинником є правильна обробка АКП — тільки так можна отримати якісний результат. Неточні розміри, порушена перпендикулярність та паралельність сторін, неправильна форма, опуклість — далеко неповний перелік типових помилок, які трапляються в процесі роботи.
Помилки під час фрезерування
Найчастіше трапляються такі види помилок:
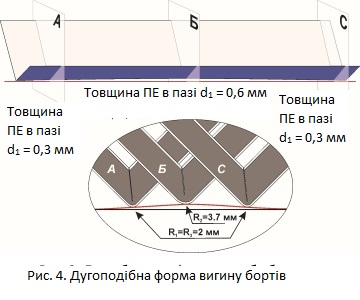
- Дугоподібні кути бортів, так званий «ефект шаблі». Причини:
- фрезерування виконувалося по дузі, а не по прямій;
- різний радіус заокруглення під час гнуття — за рахунок різниці в залишковій товщині полімерного матеріалу уздовж паза. До цього призводять забруднення на копіювальному ролику, налипання стружки, неоднорідність товщини панелі або недостатньо сильний притиск до неї фрезера. Коли різниця між необхідною і реальною товщиною полімеру є значною, нерідко з’являються тріщини на лицьовій стороні АКП;
- ще однією причиною дугоподібної форми бортів, а також появи тріщин є погане закріплення інструменту на направляючій. Аналогічна вада виникає, якщо сама лінійка нерівна;
- нерівна поверхня заготовки
- Розтріскування лицьового шару алюмінієвого покриття. Спостерігається після фрезерування по хвилястій лінії, найчастіше — при роботі з довгомірними виробами. Нерідко причиною є розхитаний фрезер. Інструмент відхиляється від центральної осі, коли сила прикладається поперемінно то на одну, то на іншу сторону його ручок. Навіть якісний фрезер без належного догляду протягом тривалого часу може «гуляти» щодо осі на пару десятих міліметра.
- Недостатньо досвідчені майстри часто починають гнуття листів безпосередньо після фрезерування, не давши їм достатньо часу на охолодження. Виникає різниця температур стінок близько паза. З цієї причини і радіуси уздовж лінії гнуття можуть відрізнятися, адже полімерна серцевина без охолодження не отримує необхідну гнучкість.
- Неточні розміри касет, коли фрезерувальник не звертає увагу на вихідні розміри заготовки і просто відступає на певну відстань від її краю
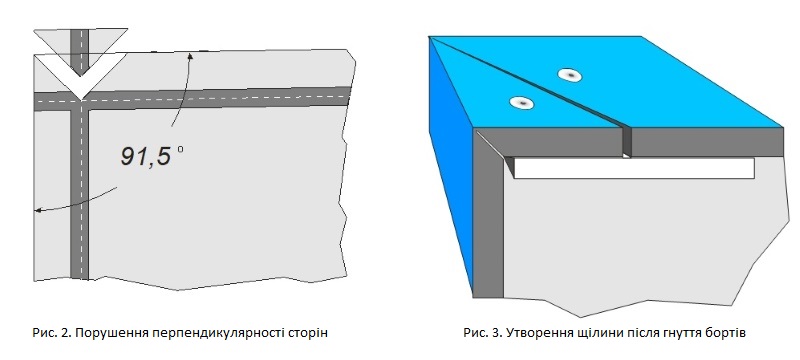
- Порушення перпендикулярності і паралельності сторін виробів, непрямокутна форма касет. Причиною є орієнтування по краю заготовки, без додаткової перевірки її геометрії.

Тріщини і нерівні касети після гнуття
Основною причиною формування тріщин в зовнішньому алюмінієвому шарі є гнуття виробів в мороз. За рекомендаціями виробників АКП, гнути заготовки переважно слід при температурі вище +10°С.
Також досить поширеною причиною розтріскування є надто жорсткий шар алюмінію.
Якщо виконувати гнуття на 90°, лицьова поверхня касет стає опуклою або увігнутою. Причиною вади є гнуття під тупим кутом або перегин під час монтажу касет, коли їх борти затискаються перпендикулярно площини фасаду.
Взагалі, зігнути панель на 90° є досить складним завданням, особливо, якщо покриття алюмінієвого листа є надто жорстким. Іноді в разі перегину доводиться додатково підганяти кут бортика під потрібні значення. Щоб запобігти появі вад, варто використовувати спеціальний верстат, який виконує вигин трохи більше, ніж на 90°. Вручну важко одночасно вигнути обидва борти, а якщо їх загинати не в одну мить, поверхня касети стане нерівною.
Дефекти після висікання вушок і кутів
Обов'язковою умовою правильного висікання куточків касети є чіткий збіг вершини трикутника, що висікається, із центральною віссю утвореного під час фрезерування паза. Зсув куточка призведе до різних порушень цілісності кута або лицьової поверхні, найчастіше — утворення локальної опуклості, а за нею — западини.
Також дуже важливим є однаковий рівень вушок щодо верхнього краю касети, інакше вони спиратимуться тільки на одну зі своїх сторін. Різниця в зазначеному рівні тягне за собою випирання краю виробу над площиною облицювання.
Порушений прямий кут при гнутті бортів призводить до утворення помітної щілини на бічній грані. Щоб її усунути зазвичай стягують кінці кутів, що призводить до появи опуклості або увігнутості на лицьовій поверхні виробу. Аналогічний дефект відзначається, коли кути у катетів куточка, що висікаються, не дорівнюють 45°. Тоді також утворюється щілина або частини касети накладаються одна на одну.
Порушення під час транспортування та монтажу
Правильна обробка не завжди є гарантією правильної геометрії виробів. Певні проблеми можуть виникнути під час транспортування, зберігання та встановлення касет.
Зокрема досить часто порушується поверхня внаслідок тертя виробів, тому рекомендується класти між ними картон.
Непаралельні ригелі кріплення під час установки призводять до утворення опуклості на касетах. Схожий дефект спостерігається, якщо не збігаються кріпильні отвори самих виробів і ригелів. Усунути викривлення неможливо, навіть якщо забути про тепловий зазор, або закріпити касети надто жорстко. Затискати їх слід тільки з однієї сторони.
Відрив захисної плівки з алюмінієвих композитних панелей слід проводити під кутом 180°. Якщо робити це перпендикулярно до поверхні, можна вигнути назовні облицювання та зіпсувати увесь фасад
Фахівці, які відповідають за обробку, повинні розуміти, що перераховані вимоги є критичними та впливають на якість і експлуатаційні характеристики виробів з АКП. Недбалість в роботі або монтажі, негативно позначаються на зовнішньому вигляді облицювання.