Акрилові нюанси

Під час виготовлення об’єктів зовнішньої реклами іноді виникають певні проблеми, пов’язані з тим, що виробники мають недостатньо інформації, або ігнорують технологічні основи, бажаючи заощадити власні кошти. Зокрема листовий акрил вирізняється чудовими характеристиками й активно використовується у рекламній галузі, але потребує грамотного підходу. Щоб уникнути неочікуваних нюансів, недостатньо орієнтуватися виключно на технічні характеристики. Слід усвідомлювати, як саме реагує матеріал на різноманітну обробку.
Акрил для зовнішньої реклами
Багато виробників впевнені, що акриловий лист є аморфним матеріалом. Натомість цей показник залежить від методу його виготовлення. Литий акрил дійсно є повністю аморфним, на відміну від екструдованого. Справа в тому, що технологія екструзії передбачає поздовжнє розтягнення листа, а це змінює рівень міцності. Подекуди різниця може складати близько 20%.
Наприклад, для виготовлення зовнішньої вивіски необхідно заощадити. Тому фахівець візьме недостатньо товстий пластик, при цьому запас міцності буде найменшим. Не варто забувати й про розкид по товщині (вона може бути як на 10% більше, так і на 10% менше). Отже, відхилення у показниках міцності є неприпустимими й не відповідають необхідним стандартам. До чого це може призвести? Щонайменше до пошкодження виробу. А в гіршому випадку - хтось серйозно постраждає.
У виробництві акрилу для зовнішньої реклами обов'язково мають застосовуватися новітні технології, а його складові повинні точно відповідати певним параметрам. Тільки так можна гарантувати тривале збереження якісних характеристик та зносостійкість виробів. Адже з плином часу міцність виробу погіршується: у кінці гарантійного терміну (який становить 10 років) вона може бути меншою практично на 50%.
Особливості обробки
Литий та екструдований акрил мають різні характеристики. Це впливає на міцність та якість готових виробів, а також сферу їх застосування. Крім того, відрізняється і обробка. Різниця полягає у самому процесі: тепло може виділятися завдяки тертю об пристрій або лист обробляється при певній температурі.
В'язкість та точка плавлення екструдованого акрилу є значно меншими, ніж у литого. Тому стружка, що обрізається, плавиться протягом меншого часу. Роботу інструменту потрібно кілька разів гальмувати, щоб прибрати розплавлену стружку з пристрою.
Табл. 1. Максимальна усадка для різної товщини та напрямків
|
Вид акрилу Polycryl® |
Товщина |
|||
|
£ 3 мм |
> 3 мм |
|||
|
вздовж |
впоперек |
вздовж |
впоперек |
|
|
Екструдований |
6% |
1% |
3% |
0,5-1% |
|
Литий |
2% |
2% |
2% |
2% |
Крім того, готова акрилова пластина може вигинатися в центральній частині. Щоб вирішити цю проблему, виробники використовують акрил іншого бренду, але результат залишається таким самим, оскільки пластику властива усадка під час нагрівання, яка і стає причиною кривизни.
У цьому випадку варто використовувати литий акрил, або спеціальний інструмент, що зменшить тертя та кількість тепла, яке буде виділятися. Також можна обдути сумішшю аерозолю з водою чи остудити повітряним струменем саме ті місця, які обробляються.
Гнуття на струні
Деякі вироби (підставки, тримачі і інші) виготовляються методом гнуття на струні, який дозволяє отримати необхідну форму із заготовки. Якщо йдеться про екструдований акрил, дуже важливим є напрямок розташування лінії згину по відношенню до листа акрилу. Якщо використовується литий акрил, суттєвої різниці немає.
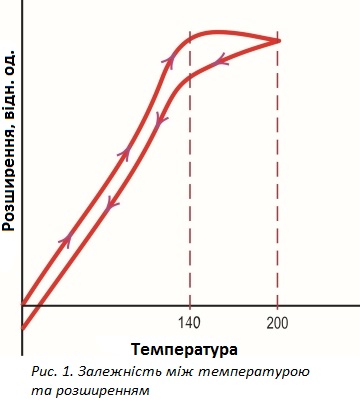
Дуже важливо розуміти, в чому полягає суть даної вимоги. Пластик розігрівається до температури 140°C (або більше). Це температура пластичності. Під дією температури екструдований пластик збільшується в розмірах й водночас через усадку стає меншим як уздовж, так і поперек. Коли готовий виріб повністю охолоне, його розмір буде менше, ніж в початковому стані. Надалі він вже не змінюватиметься.
Коли відбувається розігрівання під час гнуття на струні, центральна смужка утримується за допомогою частин акрилу, розташованих із боків. Це призводить до того, що вона стає кривою (якщо зона розігріву занадто велика), або всередині неї з'являється напруженість, водночас її розміри залишаються незмінними.
В кінці всього процесу (в разі розташування лінії ребра вздовж) залишається ділянка з великим напруженням. У деяких випадках можуть навіть з'явитися тріщини, як після повного охолодження так і через чималий проміжок часу.
Якщо гнуття здійснюється в поперечному напрямку, то ймовірність виникнення тріщин відсутня, а внутрішнє напруження не буває занадто великим. Однак в процесі гнуття на струні напруження буде залишатися в будь-якому випадку, незалежно від того, який саме пластик використовується. Якщо на ділянку із напруженням потрапить розчинник, тріщини можуть з’явитися. Щоб уникнути таких наслідків, необхідна обробка в печі відпалу, яка дозволить прибрати напругу. Якщо точно відомо, що взаємодії із сольвентом не виникне, відпал можна не застосовувати, особливо, коли йдеться про литий акрил.
Процес термоформування: відмінності
Розглядаючи особливості термоформування акрилу, слід враховувати спосіб його виготовлення (екструзія чи лиття), форму і метод розігріву, а також подальшого охолодження. На етапі підготовки необхідних заготовок слід розуміти, що після розігріву габарити листа не будуть такими, як спочатку через усадку.
Температура, при якій литий лист можна піддавати формуванню, є вищою: не менше 160°C і не більше 190°C. Температура нагрівання екструдованого акрилу має знаходитися в межах від 140°C до 175°C.
Нагрівання поверхні екструдованого акрилу має бути виключно однорідним. Допустимою межею є 5°C. Ступінь в'язкості дуже залежить від температури. Якщо проігнорувати цей факт, то напруження в готовому листі значно збільшиться. Литий акрил дозволяє коливання в межах 15°C. Тріщини після його повного охолодження виникають дуже рідко, натомість при роботі з екструдованим акрилом їх поява цілком ймовірна.
Литого акрилу має вищий ступінь в'язкості. Щоб прискорити обволікання всіх елементів, що утворюють форму, більш якісно заповнити внутрішні кути, потрібно збільшити нагрівальну температуру листів та нагріти матрицю. Межа допустимої температури дорівнює 85°C. Також лист можна вдавити в матрицю шляхом спеціальним інструментом, або застосувати стиснене повітря.
Литий акрил має зворотну здатність до випрямлення за рахунок нагрівання. Ця властивість є корисною, коли виготовляються вироби, на які наноситься трафаретний друк. Адже готове зображення повинно повністю відповідати рельєфу. Тому максимальна точність є обов'язковою умовою.
Табл. 2. Температура та час відпалу
|
|
Температура відпалу |
Час відпалу Т в годинах |
Охолодження |
|
Для слабкого формування |
75°C для Polycryl® EXTRA 85°C для Polycryl® Cast |
T=2+0,225 x D(мм) |
10°C за год. |
|
Для сильного формування |
65°C для Polycryl® EXTRA 75°C для Polycryl® Cast |
T= 4+0,45 x D (мм) |
15°C за год. |
Кінцевий результат залежить від охолодження після формування. Важливою кількість часу, необхідна для остаточного охолодження. Витягнення матеріалу і товщина листа є основними орієнтирами: чим ці показники менше, тим менше часу знадобиться, і навпаки.
В точках з найменшою товщиною внаслідок занадто швидкого охолодження можуть виникнути тріщини, тому готові вироби з литого акрилу слід знімати при температурі 60°C. Екструдований акрил взагалі не повинен залишатися на матриці, оскільки ймовірність появи тріщин збільшується, якщо виріб охолоджується до 80°C.
Щоб усунути напруження з готового виробу, потрібно застосувати метод відпалу. Це забезпечить високий рівень стійкості до появи тріщин під час навантажень, а також до різноманітних синтетичних речовин. Якість готового виробу буде значно кращою, а форма чітко зафіксується.
Важливо також видалити зайву вологу, оскільки всередині листа через нагрівання накопичується пар. У листі з'являються бульбашки, що однаково стосується як екструдованого, так і литого акрилу. Якщо на листах немає спеціальної захисної плівки, необхідно сушити вироби при температурі 70°C. Час сушки залежить від товщини і ступеня вологості листа.
Таким чином, якщо потрібні максимальна надійність, стійкість до зношування і появи тріщин, слід зупинити вибір на литому акрилі. Відпал в печі знімає напруження й мінімізує ризики ушкоджень.
Щоб успішно виготовляти міцні і якісні акрилові вироби, слід брати до уваги ключові характеристики матеріалу, а також забезпечувати правильну обробку.