

















































Гнуття акрилу на струні без проблем

Гнуття по рівній прямій дозволяє отримати привабливу об'ємну акрилову деталь. Ця технологія часто застосовується для виготовлення цінників, товарних підставок, стойок, одно- і двосторонніх тримачів, стендів, візитниць, прайс-листів, меню та інших рекламних виробів.
Однак часто на деталях можна виявити різні дефекти. Серед найпоширеніших: викривлення ребер дуги уздовж зігнутої лінії, утворення опуклості на кутах внутрішнього шва, різні радіуси на заокругленні ідентичних заготовок, волосні тріщини і бульбашки. На систему прямого гнуття акрилу впливають кілька чинників. Їх варто враховувати, щоб отримати якісний результат. Слід оволодіти методикою, знати особливості процесу нагрівання і розуміти можливості акрилового матеріалу.
Розглянемо технологічну схему гнуття акрилового листа за допомогою гарячої струни й складнощі, що можуть виникнути під час робочого процесу.
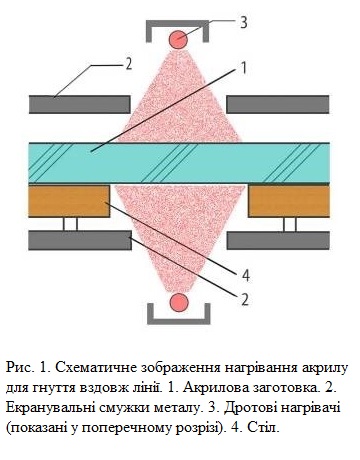
Найпростіший спосіб зігнути по лінії: деталі прогріваються по вузькій прямий зоні натягнутим дротом, нагрітим до максимальної відмітки. Замість нього можна взяти нагрівач трубчастої форми з кераміки. Далі формується необхідний кут і тримається до повного охолодження. Нагрівач потрібно тримати на необхідній відстані від верхньої частини акрилового листа, таким чином, щоб отримана ширина нагрівальної зони дорівнювала товщині листа. Проміжок нагріву по своїй ширині має дорівнювати трьом товщинам заготовки.
За правилом односторонній нагрівальний апарат застосовуються при товщині до п'яти міліметрів. Якщо необхідно нагріти заготівельну деталь, шириною більше 5 мм, застосовується двосторонній нагрівач. Інакше деталь доведеться прогрівати спочатку з одного боку, а потім з іншого. Друга сторона має знаходитись на опуклому місці вигину. Щоб дотримуватися необхідної дистанції під час розігріву, використовують спеціальні екранами з металу або ближче посувають апарат до заготовки.
Апарат для гнуття листової заготовки
Звичайний апарат для струнного гнуття — це натягнутий по горизонталі дріт, який необхідно розжарити. З одного боку він кріпиться, а з іншого — лягає зверху ролика. До другого кінця чіпляється тягарець, щоб забезпечити натяг.
Для утворення теплового простору створюється металевий каркас у формі літери «П». При цьому дріт повинен розміститися вздовж площини осі П-подібного каркаса. На кінчики струни чіпляються провідники, через які проходить розряд, що забезпечує безперервне прогрівання. Напруга обов'язково має бути регульованою і стабільною. Сила розряду повинна бути 1 кВт на 1,2 м шнура. Рекомендується застосовувати електронний таймер електронного типу, щоб встановлювати необхідний період нагрівання.
Нагрівальний апарат лінійного типу розміщують в кутку робочого місця. При цьому розпечений дріт повинен бути значно нижче, ніж верхівка акрилової заготовки. Для того, щоб процес був безпечним для оточуючих, необхідно усунути все, що може нагрітися навколо пристосування, тому дріт оточують азбестовими плитами розміром 3-6 мм.

Ніхромова струна з висками на двох кінцях із подачею розряду розжарюється до почервоніння. Вона випромінює теплові потоки на заготовку з акрилу. При температурі в 135-160°C акрил стає пластичним і знаходиться на стадії екструдованого, який називають «Полікрил ЕКСТРА». З температурного проміжку 145-175°C, починається інша стадія, на якій акрил стає литим «Полікрил КАСТ». Нагрівання відбувається протягом однієї хвилини. При дуже високій температурі лист може димити. В такому випадку зазвичай з’являються пухирчасті утворення, які можна помітити на місці потрапляння гарячого потоку. Також можуть почати плавитися краї заготовки.
Коли температура досягає необхідної позначки, лист акрилу стає м'яким. Його дуже просто зігнути, й підібрати необхідний кут. Щоб його зафіксувати, слід деякий час утримувати радіус кута, доки матеріал не охолоне. Необхідна форма фіксується вручну за допомогою затискача. Важливо, щоб верхівка затискального апарату не торкалася нагрітого місця, інакше залишаться сліди.
Систему для фіксації форми під потрібним кутом можна сконструювати із щільної фанери, дерев'яного або металевого бруска. На матеріал слід приклеїти шматок тканини або замші. Існують складніші системи, які згинають борти або частини листової заготовки. Кут може досягати 180°.
Розпечений матеріал може взаємодіяти лише з елементами, що забезпечують ізоляцію теплового потоку. Адже температурний перепад може спровокувати появу тріщин.

Особливості гнуття на струні
Важливий чинник виготовлення якісного виробу — те, яким чином буде розташовуватися лінія вигину. Якщо вигин розташовувати уздовж аркуша, то він може вийти дугоподібним, що зіпсує виріб.
В таблиці 1 представлені правила поздовжньої і поперечної усадки. Ця схема дає зрозуміти, звідки з'являється шаблеподібний дефект. Для заготовки з литого акрилу напрямок не має значення. В іншому випадку напрямок варто враховувати в першу чергу.
Таблиця 1. Параметри усадки з урахуванням товщини і напрямків акрилової заготовки
|
Вид акрилу |
Товщина |
|||
|
≤3мм |
>3мм |
|||
|
вздовж |
впоперек |
вздовж |
впоперек |
|
|
Екструдований Polycryl® EXTRA |
6% |
1% |
3% |
0.5-1% |
|
Литий Polycryl® CAST |
2% |
2% |
2% |
2% |
Нагріваючись, холодні боки дроту тримають теплу лінію, розміщену всередині. Різкий температурний перепад створює внутрішній розряд. Якщо боки дуже довгі, а місце розігріву вузьке, можуть утворитися тріщини. Причому вони можуть стати помітними не одразу відразу, а через деякий час. При поперечному згині такі дефекти трапляються дуже рідко, оскільки сила розряду поперечного напрямку значно більшав. Але незначні тріщини завжди будуть на згині акрилового листа. Вони також можуть з'явитися під час взаємодії багатьох розчинників і ребра, що знаходиться під розрядом, наприклад, якщо на згин потрапив сольвентниий клей, фарба чи інші розчинники.
Випалювання в печі дозволяє прибрати розряд. Лита акрилова поверхня значно менше уразлива до розтріскування на місці згину. Якщо взаємодія з фарбою неможлива, процедуру відпалу не проводять.
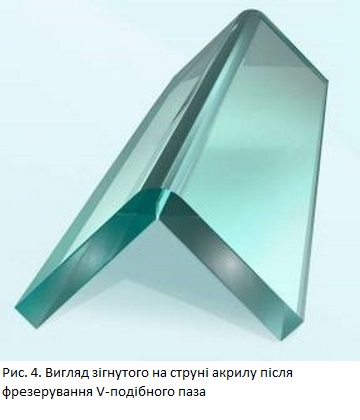
Щоб уникнути тріщин, площу нагріву необхідно зменшити. Перед процедурою варто створити V-подібний паз, глибина якого буде дорівнювати половині товщини заготовки і взяти обладнання в вигляді гравірувальної фрези із кутом 90-100°. Після гнуття паз рекомендується залити засобом для склеювання (краще використовувати двокомпонентний акриловий клей із низькою або середньою в'язкістю).
Ще одна вада, яка може виникнути під час гнуття — пухирчастий ефект, незалежно від того, був перегрітий матеріал чи ні. Причиною є скупчення вологи. Якщо матеріал тривалий час знаходився там, де є вологе повітря, перед процедурою його потрібно ретельно висушити.
Процес відпалу деталей під напругою
Під час термічної обробки розряд всередині виробу стає дуже сильним. Щоб позбавиться від нього, листи прийнято відпалювати: їх прогрівають в спеціальній печі для зменшення температури на 20°С й тримають там певний час, повільно охолоджуючи (не більше десяти градусів за годину) до 60°C. Занадто швидке охолодження може призвести до повторного утворення напруги.
Таблиця 2. Режими відпалу листів акрилу
|
Різновид акрилових виробів |
Сильне формування |
Слабке формування |
|
Екструдований Polycryl® EXTRA |
65°C |
75°C |
|
Литий Polycryl® CAST |
75°C |
85°C |
|
Время отжига, час |
4 ч + 0,45 × d (мм) |
2 ч + 0,225 × d (мм) |
Вади
В процесі гнуття можуть виникнути вади, які порушують правильну циліндричну форму вигину.
Відсутність плавності при вигині впливає на утворення сходинок на коліні. Такий дефект може з'явитися, якщо неповністю розігріти матеріал зі зворотного боку. Утворюється зона, нагріта з одного боку й холодна з іншого. Матеріал починає розтягуватися, а товщина коліна — зменшуватися. Не слід допускати швидкого перепаду температурних режимів. Наприклад, на «холодні місця» можна докласти металеві смуги. Вони будуть грітися від дроту і створювати парниковий ефект акриловому листку. Ще один дієвий метод — нагрівати довше, але менш інтенсивно: нагрівання буде більш рівномірним.
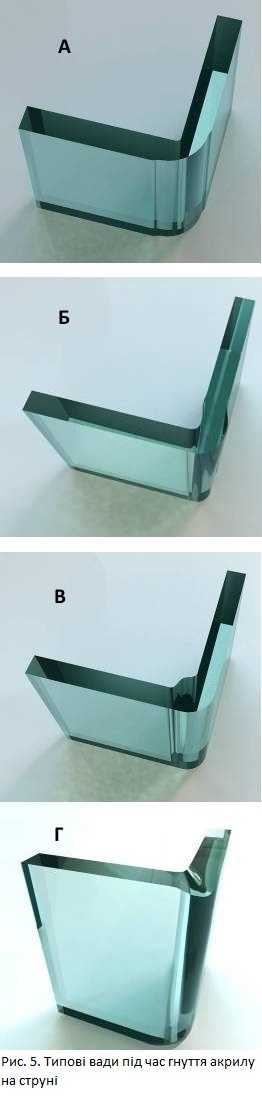
Неможливо відтворити радіус за місцем згину. Таке трапляється, коли нагрівається надто широке місце, або його перегріли, через нерівномірну подачу тепла по згину, а також, якщо тиск після прийняття заготовкою необхідного кута був надто великим. Щоб уникнути такої проблеми, варто зменшити місце нагріву і температурний режим. Під час гнуття акрилу під потрібний кут не слід вдавлювати матеріал, оскільки радіус це не зменшить, але ймовірне викривлення.
Ефект опуклості або поява складок у внутрішньому куті. Вада трапляється під час гнуття нагрітого місця всередину. Все повинно бути інакше. Сторона нагріву тягнеться по радіусу краще, тому з’являється опуклість колінного згину.
Поява навскісної фаски на гранях заготовки на місці теплової обробки зовнішнього коліна. В місці теплової обробки відбувається усадка, матеріал зменшується, а параметри довжини згину починають стискатися. Такого ефекту немає там, де немає нагріву, тому на краях зігнутої зони з’являється ефект скосу від кута всередині до зовнішнього кута. Це відбувається переважно з довгими згинами. Уникнути такої проблеми можна, скориставшись V-подібним пазовим фрезеруванням по прямій лінії загину. Місце нагріву має бути мінімальним. Також матеріал потрібно розташувати в поперечному напрямку до екструзії.
Дуговий ефект по лінії довгого згину. Крім усадки, часто виникають і інші дефекти, на які впливає різний температурний режим. Різниця в температурі місця нагріву по прямій лінії згину може провокувати появу викривлення радіусу уздовж лінії згину і появу дугового ефекту. Щоб усунути цю проблему, слід дотримуватися таких правил:
- ретельно натягувати дріт, щоб він не провисав;
- вчасно замінювати дріт, оскільки з часом він зношується, і тонкі вигорілі місця нагріваються швидше;
- розміщувати дріт під потрібним кутом нахилу і паралельно площі листа;
- рівномірно подавати тепло.
Ідентичні листи мають різні кути на згинах при дотриманні «ідентичних режимів теплової подачі». Варто розглянути кілька причин виникнення проблеми.
Неконтрольоване нагрівання.
-
- Потрібно точно відміряти час за допомогою звукового таймера. Час від часу нагрівальний апарат варто відключати від мережі, оскільки кожний наступний дріт починає нагріватися швидше. Через годину варто перевірити температурний режим на однорідність подачі тепла уздовж дроту, оскільки тепловий потік може неоднаково відображатися під струною.
Різні умови гнуття.
-
- Перехід від фінальної стадії подачі тепла до процесу гнуття однакових виробів може бути різним. На радіус згину може вплинути і швидкість процесу: внаслідок повільного і швидкого гнуття можуть утворюватися різні кути.
Різний напрям екструзії стосовно дроту
-
- . На етапі розкрою акрилового листа рекомендується на кожній заготовці відзначати напрям для однакового розміщення на розпеченому дроті.
Різне розміщення майбутніх виробів на етапі формування.
- Якщо використовується затискальний апарат, варто звертати увагу на те, щоб кожна заготовка однаково розміщувалася на формі. Навіть непомітний на перший погляд зсув може вплинути на різницю між радіусами кута однакових виробів. Щоб уникнути зсуву, необхідно зробити на формі упор з акрилового або іншого матеріалу.
Поява тріщин на місці згину
Збільшена напруга на пластиці.
-
- Це може статися внаслідок недостатнього нагріву матеріалу. В цьому випадку під час загину чутно характерний тріск. Мікротріщини можуть утворитися не відразу або під впливом фарби і розчинника.
Маленький кут згину.
- Трапляється, якщо місце нагріву є вузьким. Під час згину заготовка дуже тягнеться. Це провокує сильне напруження.
Щоб уникнути появи тріщин, необхідно усунути причини, зазначені вище. Там, де необхідно створити мінімальний радіус згину й передбачається контакт із фарбою або розчинником, слід зробити відпал деталі. При цьому температура не повинна перевищувати 75°C. Також можна фіксувати деталь відразу під час відпалу.
Гнуття спеціальних видів акрилу
Дзеркальний Polycryl mirror зігнеться за допомогою натягнутого дроту, лише якщо всередині згину розмістити шар із металу. Подавати тепло потрібно протилежно до металевої перегородці. Процес гнуття краще попередньо відпрацювати, адже температурний діапазон є значно меншим, ніж у листа з акрилу. Можна скористатися дротом Polycryl Satin, завдяки якому під час вигину не порушується ембосування поверхні. Литий матеріал має високу термальну в'язкість, що забезпечує цілісність поверхні.
Щоб отримати оптимальний результат, який задовольнить усі вимоги, насамперед слід ознайомитися з усіма особливостями і тонкощами цього процесу. Тоді він не буде викликати складнощів. Якщо ж залишилися питання, варто проконсультуватися з фахівцями. Вони допоможуть виправити усі помилки, яких ви припустилися.