

















































Беспроблемная гибка акрила на струне

На систему прямой гибки акрила влияют несколько моментов. Их стоит знать и считаться с ними, чтобы результат был качественным. Ознакомившись со статьей можно узнать, что происходит на каждом этапе технологической системы по гибке акрилового листа с помощью горячей струны, советы для решения часто возникающих вопросов, появившихся во время рабочего процесса и использования акрилового материала.
Согнутый лист по ровной прямой делает согнутую объемную акриловую деталь внешне довольно привлекательной. Такая методика часто применяется при выпуске ценника, товарной подставки, дисковой стойки, разновидных изделий для держания (холдеры могут быть как односторонние, так и двусторонние), стенда, визитницы, прайс-листа, меню и других изделий рекламно-информационного предназначения.
Часто на деталях можно обнаружить различные дефекты. Самыми распространенными считаются искривление ребер дуги вдоль сгибающейся линии, образование выпуклости на углах внутреннего шва, разные радиусы на закруглении идентичных заготовок, волосные трещины и пузырьки. Не допустить погрешности и добиться идеального результата поможет владение методикой и этапами процесса гибки, знаниями по особенностям процесса нагревания и возможностями акрилового материала.
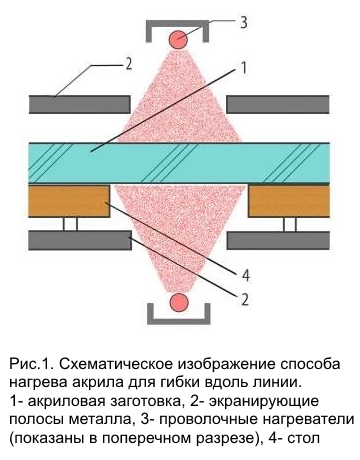
Простейшая система методики «Сгибание по линии», когда заготовочные детали прогреваются по узкой прямой зоне натянутой проволокой, предварительно достигнувшей пика нагревания. Вместо нее можно взять нагреватель из керамики трубчатой формы. Далее формируется угол необходимого градуса и держится до полного остывания. Нагреватель нужно держать, придерживаясь необходимого расстояния от верхней части акрилового листа, таким образом, чтобы получившуюся ширину нагревательной зоны можно было прировнять к толщине листа. Промежуток нагрева по своей ширине должен быть равен трем толщинам заготовки. По правилу применение одностороннего нагревательного аппарата происходит при показателе толщины до пяти миллиметров. Если необходимо нагреть заготовочную деталь, ширина которой больше 5 мм, применяется другой нагреватель – двусторонний. Если такого нет, деталь придется прогревать сначала с одной стороны, а потом с другой. Вторая сторона обязана находиться на выпуклом месте изгиба. Чтобы придерживаться необходимой дистанции при разогреве, пользуются специальными экранами из металла или аппарат ближе подвигают к заготовке.
Аппарат для сгибания листовой заготовки
Самый обыкновенный аппарат для струнной гибки представляет собой натянутую проволоку по горизонтали, которую необходимо накалить. С одной стороны она крепится, а с другой ложится поверх ролика. Ко второму концу цепляется грузок, чтобы обеспечить натяжное положение.
Для образования теплового пространства создается металлический каркас в форме буквы «П». При этом проволока должна разместиться вдоль плоскости оси П-образного каркаса. На кончики струны цепляются проводники, через которые поступает разряд, обеспечивающий непрерывное прогревание. Напряжение обязательно должно быть регулируемым и стабильным. Сила разряда должна быть 1 кВт на 1,2 м шнура. Рекомендуется применять таймер электронного типа, чтобы устанавливать необходимый период нагревания.
Нагревательный аппарат линейного типа размещают в углу рабочего места. При этом раскаленная проволока должна быть на порядок ниже, чем верхушка акриловой заготовки. Для того чтобы процесс не представлял опасности окружающим, необходимо избавиться от лишнего нагрева всего, что находится вокруг приспособления. Проволоку окружают плитами из асбеста, размер которых около 3-6 мм, для обеспечения изоляции тепла.

Струна из нихрома с отвесами на двух концах при подаче разряда раскаляется до того момента, пока не покраснеет. Она будет излучать тепловые потоки на заготовку из акрила. При температуре в 135-160°C акрил становится пластичным и находится на стадии экструдированного, который называют «Поликрил ЭКСТРА». Следующая стадия начинается с температурного промежутка 145-175°C, который становится литым «Поликрил КАСТ». Нагревание происходит в течение одной минуты. При очень высокой температуре листок может начать дымить. В таком случае обычно начинают появляться пузырчатые образования, которые можно заметить на месте попадания горячего потока. Также могут начать плавиться края заготовки.
Когда температура достигает необходимой черты, листок из акрила становится мягким. Его очень просто согнуть, подобрав необходимый угол. Фиксация происходит автоматически. Для этого стоит некоторое время удержать радиус угла, чтобы материал остыл и закрепил фиксацию.
Данную процедуру принято осуществлять вручную, чтобы зафиксировать образование необходимой формы листа, с помощью конструкции для зажима. Важно обеспечить верхушке аппарата для зажима отсутствие прикосновения к нагретому месту листка, ведь в ином случае останутся следы, которые точно обеспечат брак продукции.
Систему, обеспечивающую образование формы под нужным углом, можно сконструировать из фанерного плотного материала, деревянного или металлического бруска. На материал обязательно стоит приклеить кусок ткани или замши. Существуют системы с более сложной конструкцией, которые сгибают бортики или части листовой заготовки. Угол может достигать 180°.
Раскаленный материал может взаимодействовать лишь с элементами, обеспечивающими изоляцию теплового потока. Ведь температурный перепад может спровоцировать образование трещин.
Гибка на струне и ее особенности
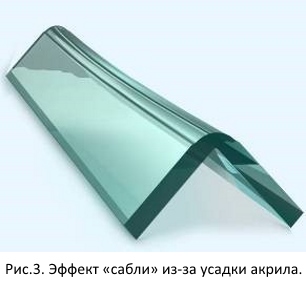
На качество изделия может повлиять то, каким образом будет располагаться линия изгиба. Это важный момент, на который стоит обязательно обратить внимание, чтобы заготовка получилась должным образом. Если изгиб располагать вдоль листа, то он может получиться дугообразным, что испортит изделие.
Ознакомившись со схемой, представленной в таблице 1, в которой обозначены правила продолговатой и поперечной усадки, станет понятнее, откуда появляется «саблевый» дефект. Если заготовка из литого акрила, то направление не имеет значения. В другом случае направление стоит учитывать в первую очередь.
Таблица 1. Параметры усадки с учетом толщин и направлений акриловой заготовки
|
Вид акрила |
Толщина |
|||
|
≤3мм |
>3мм |
|||
|
вдоль |
поперек |
вдоль |
поперек |
|
|
Экструдированный Polycryl® EXTRA |
6% |
1% |
3% |
0.5-1% |
|
Литой Polycryl® CAST |
2% |
2% |
2% |
2% |
Нагреваясь, холодные бока проволоки держат теплую линию, размещенную внутри. Резкий температурный перепад создает внутренний разряд. Если бока очень длинные, а место разогрева узкое, могут образоваться трещины. Причем их появление не обязательно станет заметным сразу, оно может возникнуть по истечению некоторого времени. При поперечном сгибе такие дефекты – очень редкое явление, поскольку сила разряда поперечного направления превышена в несколько раз. Но незначительные трещины будут всегда присутствовать на сгибе акрилового листа. Растрескивания могут появиться и при взаимодействии многих растворителей и ребра, находящегося под разрядом. Такое может случиться, к примеру, в момент соединения с помощью сольвентного клея, взаимодействия акрила с краской или растворителями на участке, где совершен сгиб.
Чтобы убрать разряд, нужно осуществить обжигание в печке. Литая акриловая поверхность намного меньше предрасположена к растрескиванию на месте сгиба и при отсутствии возможности взаимодействия с краской, процедуру отжига не проводят.
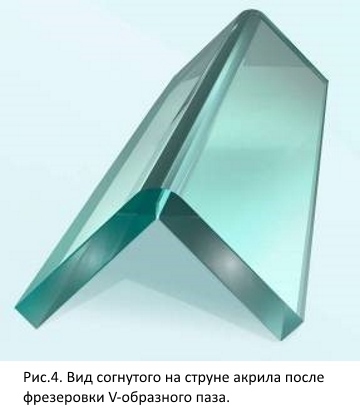
Чтобы избежать трещин, место нагрева необходимо сделать меньше. Перед процедурой стоит создать паз V-образа, глубина которого будет равняться половине толщины заготовки и взять оборудование в виде гравировальной фрезы, угол которой 90-100°. После процесса сгибания паз рекомендуется залить средством для склеивания (лучше использовать двухкомпонентный акриловый клей, вязкость которого характеризуется средним или низким уровнем).
Есть еще один дефект, который может возникнуть в процессе создания сгиба – образования пузырчатого эффекта независимо от того, был перегрет материал или нет. Часто такое происходит в связи со скоплением влаги, если материал долгое время находился там, где есть влажный воздух. Поэтому перед процедурой материал нужно тщательно высушить.
Процесс отжига деталей под напряжением
Акриловый материал отжигают, чтобы избавиться от разряда внутри изделия. Во время термической обработки разряд становится очень сильным. Чтобы избавится от него, листы принято прогревать в специальной печи для уменьшения температуры на 20 °С. Изделия необходимо подержать в печи и остудить, не допустив быстрого охлаждения. Ведь напряжение может образоваться вновь.
Таблица 2. Режимы отжига листов акрила
|
Тип акриловых изделий |
Сильно формованные |
Слабо формованные |
|
Экструдированный Polycryl® EXTRA |
65 °C |
75°C |
|
Литой Polycryl® CAST |
75 °C |
85°C |
|
Время отжига, час |
4 ч + 0,45 × d (мм) |
2 ч + 0,225 × d (мм) |
После процедуры материал должен остужаться со скоростью не больше десяти градусов в час. Это происходит также в печи до температурной отметки в 60 °C.
Виды нарушений
В процессе гибки могут возникнуть некоторые дефекты, которые нарушают правильную цилиндрическую форму изгиба.
Отсутствие плавности при изгибе, что влияет на образование ступенек на колене. Такой дефект может появиться, в связи с неполным разогревом материала с обратной стороны из-за того, что образовывается резкая зона, где с одной стороны нагретая, а с другой холодная часть. Материал начинает растягиваться, а толщина колена – уменьшаться. Чтобы избавиться от проблемы, лучше не допускать быстрого перепада температурных режимов. К примеру, там, где находятся «холодные места» недалеко от теплой зоны, необходимо приложить металлические полосы. Они будут греться от проволоки и отдавать тепловой эффект акриловому листку. Еще одним действующим способом является увеличение периода нагревания, но с уменьшенной силой. В таком случае тепло будет идти равномернее.
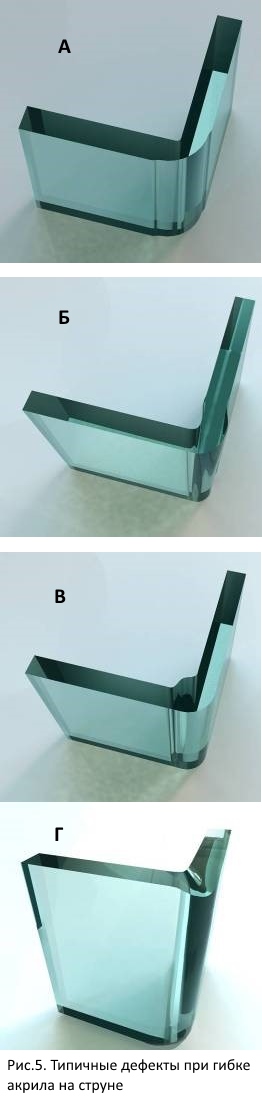
Невозможность воспроизвести радиус по месту сгиба. Такое случается, когда нагревательное место очень широкое или его перегрели. Иногда из-за неодинаковой подачи тепла по сгибу. Также при увеличенном давлении в процессе загиба, чаще всего после принятия заготовкой необходимого угла. Этой проблемы можно избежать. Стоит уменьшить место нагрева и температурный режим. В момент сгиба акрила под нужный угол не стоит материал вдавливать. В этом нет никакой необходимости, поскольку радиус это не уменьшит, но есть все шансы добиться искривления.
Эффект выпуклости или появление складок во внутреннем углу. Брак получается при сгибании нагретого места внутрь. Все должно быть по-другому. Сторона нагрева тянется по радиусу лучше, в связи с этим получается выпуклость коленного изгиба.
Появление косой фаски на гранях заготовки на месте тепловой обработки внешнего колена. При усадке в месте тепловой обработки материал начинает уменьшаться, а его параметры длины сгиба начинают сжиматься. Мест, где нагрев не происходит, это не касается, поэтому на краях согнутой зоны получается эффект скоса, который протягивается из угла, размещенного внутри, и к наружному. В большинстве случаев это происходит с длинными сгибами. Избежать такой проблемы можно, воспользовавшись V-образной пазовой фрезеровкой по прямой линии загиба. Место нагрева должно быть минимальным. Также материал нужно расположить в поперечном направлении к экструзии.
Дуговой эффект по линии длинного сгиба. Помимо главной проблемы усадки, часто возникают и другие дефекты, которые влияют на различие температурного режима. Разница в температуре места нагрева по прямой черте сгиба может провоцировать появление искривления радиуса вдоль линии сгиба и образование дугового эффекта. Для устранения этой проблемы стоит следовать таким правилам:
- избавиться от провисания проволоки путем тщательного натягивания;
- сделать замену проволоки, ведь некоторое время спустя она становится неравномерной, и тонкие выгоревшие места нагреваются быстрее;
- убедиться в том, что проволока находится под нужным углом наклона и размещается параллельно площади листа;
- избавиться от неодинаковой тепловой подачи.
Идентичные листы имеют разные углы на сгибах при выдерживании «идентичных режимов тепловой подачи». Стоит рассмотреть несколько причин возникновения проблемы.
Неконтролируемый нагрев
-
- . Этот процесс лучше засекать не примерно, а с помощью звукового таймера. Время от времени нагревательный аппарат стоит отключать от питания, поскольку каждая последующая проволока начинает нагреваться быстрее. По истечении часа стоит проверить температурный режим на неоднородность подачи тепла вдоль проволоки, поскольку тепловой поток может неодинаково отражаться под струной.
Разные условия при сгибе листа
-
- . Период от финальной стадии подачи тепла и до перехода к процессу сгибания может быть разным для идентичных изделий. На радиус сгиба может повлиять и скорость процесса, поэтому стоит учитывать то, что медленный и быстрый сгиб могут образовывать разные углы.
Разное направление экструзии касаемо проволоки
-
- . На этапе разделения акрилового материала на отдельные заготовки рекомендуется на каждой отмечать направление для одинакового размещения на раскаленной проволоке.
Разное размещение будущих изделий на этапе формообразования
- . При условии применения зажимного аппарата для акриловой заготовки стоит обращать внимание на то, как каждый лист размещается на форме. Заготовки должны располагаться одинаково. Даже незаметное на первый взгляд смещение краев может повлиять на различие радиуса угла будущего изделия от предыдущего. Чтобы избежать смещения необходимо сделать на форме упор из акрилового или другого материала.
Появление трещин на месте сгиба
- Увеличенное напряжение на пластике. Это может случиться при недостаточном нагревании материала. В этом случае во время загиба слышится характерный треск. Микротрещины могут образоваться не сразу или под воздействием краски и растворителя.
- Маленький угол сгиба. Случается это в связи с узким местом нагрева. Во время сгиба заготовка очень тянется. Это провоцирует сильное напряжение.
Чтобы избежать появления трещин, необходимо предотвратить причины, указанные выше. Когда требуется создать минимальный радиус сгиба с последующим взаимодействием с краской или растворителем, следует сделать отжиг детали. При этом температура при отжиге не должна превышать 75 °C. Также можно фиксировать деталь сразу при отжиге.
Гибка акрила специальных видов
Polycryl mirror зеркального вида согнется с помощью натянутой проволоки, лишь с наличием слоя из металла, разместить который стоит внутрь сгиба. Тепловую подачу нужно осуществлять противоположно металлической перегородке. Процесс гибки лучше предварительно отработать, ведь температурный диапазон намного меньше, чем у листа из акрила. Можно воспользоваться проволокой Polycryl Satin, с помощью которой изгиб совершается, не нарушая эмбосированную поверхность. Литой материал обладает высокой термальной вязкостью, что обеспечивает поверхности целостность.
Если вы заинтересованы в получении результата, который будет вас устраивать по всем параметрам, в первую очередь вам следует ознакомиться со всеми особенностями и тонкостями данного процесса. Тогда он не будет вызывать сложностей. Если же вопросы все же остались, вам стоит проконсультироваться со специалистами. Они смогут скорректировать все ошибки, которые вы допустили. В результате вы исправите все ошибки, которые допустили и сможете получить оптимальный для себя результат.