

















































Проблеми під час фрезерування акрилу

Фрезерування акрилу — один із найпоширеніших процесів, що застосовуються при виготовленні різноманітних рекламних конструкцій. Із його допомогою можна розрізати матеріал по контуру, привабливо обробляти краї, робити вибирання пазів або знімати певний шар.
На відміну від схожого зовні скла, матеріал прекрасно піддається обробці. Але незважаючи на це, під час роботи іноді виникають певні складнощі: наприклад, може поламатися інструмент, на оргсклі з'являються тріщини, результат обробки краю не відповідає очікуванням. Розглянемо, як запобігти проблемам, що трапляються найчастіше.
Неякісна обробка краю
Сліди вібрацій або розплавлення на поверхні обробленого краю можуть з'явитися через такі причини:
- Недостатньо гострий інструмент. У цьому випадку його необхідно замінити або заточити фрезу.
- Занадто велика або занадто маленька швидкість подачі. Оптимальне рішення — налагодити обладнання на відповідний режим.
- Затискний патрон або шпиндель розбалансувались або ж шпиндель зносився. Щоб усунути цю проблему, необхідно провести балансування за допомогою регулювальних гвинтів, замінити сам патрон або шпиндель.
- Робочий стіл або рухома каретка вібрують або входять у резонанс. Важливо зафіксувати робочий стіл, збільшити його масу або встановити демпфер. Можливо також буде потрібно змінити частоту обертання і швидкість подачі.
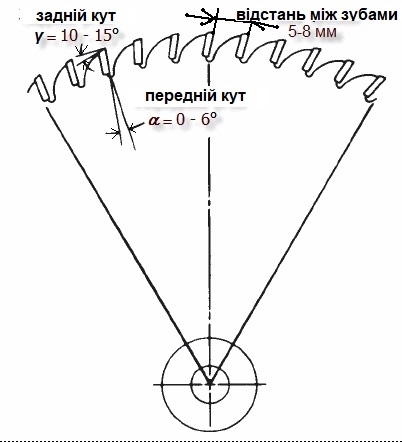
- Неправильний передній або задній кут різального інструменту. Для литого акрилу необхідний інструмент із переднім кутом 0° і заднім кутом 2—5°, для екструдованого акрилу передній кут 5°, задній — 10—15°.
- Перегрівання акрилу. Щоб забезпечити достатнє охолодження, спробуйте посилити тиск струменя повітря, розпорошувати воду за допомогою аерозолю або використовувати краплеструменеву подачу охолоджувача.
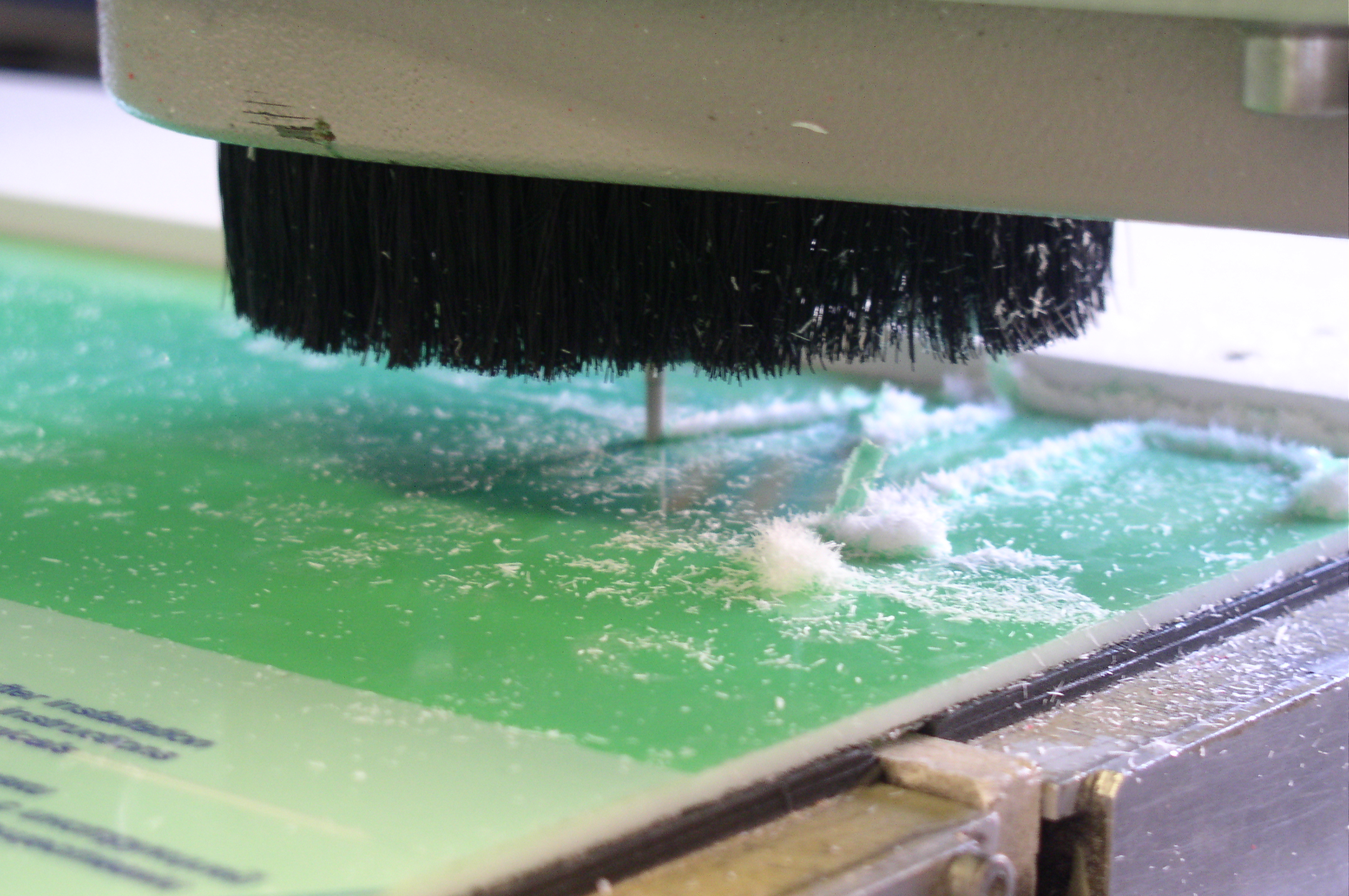
- Налипання стружки на різальній кромці фрези. Для видалення стружки може використовуватись стиснене повітря або спеціальна вакуумна система.
Пошкодження фрези
Щоб уникнути пошкодження різального інструменту і різкої зупинки виробничого процесу, необхідно дотримуватися ряду умов:
- Не перегрівати фрезу, використовуючи охолодження і швидко видаляючи стружку, використовуючи двокромкові фрези з гвинтовою парою для видалення стружки або фрези з великим діаметром, якщо це допустимо за мінімального радіусу оброблюваного контуру.
- Не перевищувати допустиму швидкість подачі
- Не використовувати тупі фрези. Їх необхідно вчасно загострювати або замінювати
- Не піддавати фрезу надмірному навантаженню, знижуючи силу або швидкість подачі, здійснюючи обробку в кілька проходжень. Це також допоможе уникнути надмірної вібрації.

Тріщини і вади у готових деталях
Основна причина пошкоджень вирізаних акрилових деталей — недостатня фіксація або її відсутність. Серед найбільш поширених методів вирішення такої проблеми:
- Застосування фрези малого діаметра.
- Мала швидкість подачі.
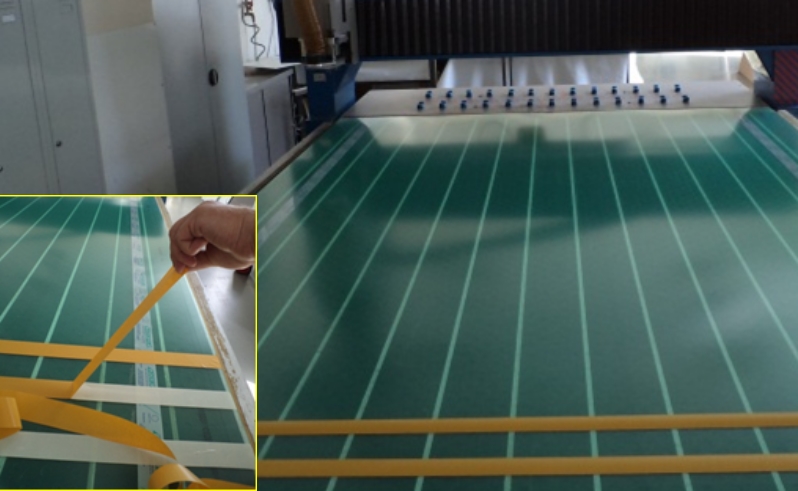
- Фіксація за допомогою двосторонніх клейких стрічок HPX.
- Заміна фрезерування на лазерне різання.

Компанія AVERS пропонує українському ринку широкий асортимент різноманітних рекламних матеріалів від світових лідерів, а також послугу обробки акрилу та інших пластиків, алюмінієвих композитних панелей на професійних верстатах із ЧПК. Звертайтеся у чат або за телефонами за технологічною консультацією та допомогою у виборі
