Типичные ошибки при обработке АКП

Алюминиевые композитные панели (АКП) - материал, способный преобразить внешний вид здания и/или его интерьер, послужить отличной основой для рекламы. Его эстетичность, прочность, устойчивость к негативным внешним факторам и другие преимущества помогли ему завоевать отличную репутацию среди строителей, интерьерных дизайнеров, маркетологов. Однако усилия этих и ряда других специалистов могут пойти прахом от какого-либо неправильного действия при обработке АКП. Не стоит допускать подобных оплошностей, наиболее распространенные из которых будут рассмотрены чуть ниже.
Неточности с размерами кассет - явление не такое уж редкое. Случается подобное обычно, если фрезеровщик мало обращает внимание на исходные размеры заготовки и просто отступает на определенное расстояние от ее края. Итогом такой недальновидности нередко становится кассета, отличающаяся размерами от других.
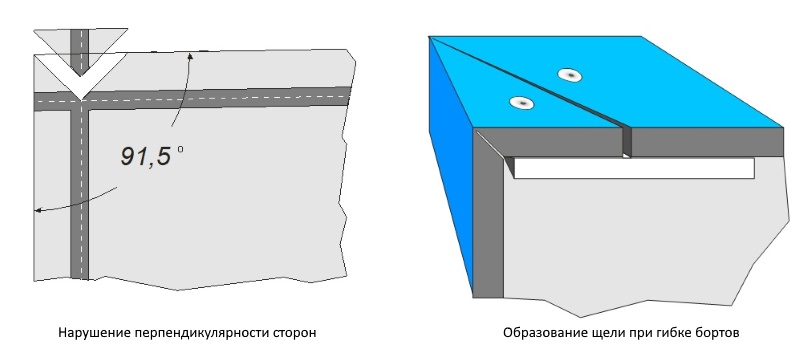
Другие возможные оплошности - нарушения перпендикулярности и параллельности сторон изделий. Тогда кассета принимает форму, отличную от прямоугольной. Причиной тому служит обычно ориентация по краю заготовки, без дополнительной проверки ее геометрии.
При осуществлении высечки углов и загиба бортов в кассете может обнаруживаться большой зазор. Попытка его устранения путем притягивания краев друг к другу и последующего заклепывания приводит к тому, что изделие обретает нежелательную выпуклость формы.
Нарушения, допускаемые при фрезеровке
Ошибок такого рода бывает немало. Вот только наиболее типичные из них:
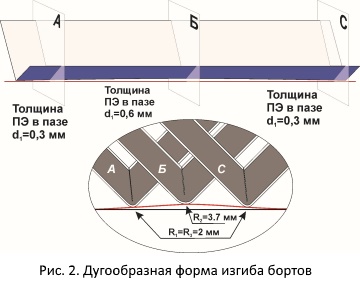
- Т. н. «эффект сабли», когда углы бортиков становятся дугообразными. Отмечается, если фрезеровка выполнялась по дуге, а не по прямой.
- Растрескивание лицевого слоя алюминиевого покрытия. Наблюдается при осуществлении фрезеровки по волнистой линии, что чаще всего происходит при работе с длинномерными изделиями. Причиной тому нередко служит разболтанность фрезера. Если сила нажима применяется попеременно то на одну, то на другую сторону его ручек, случается отклонение инструмента от центральной оси. Даже качественный фрезер с годами использования без должного ухода может «гулять» относительно оси на пару десятых миллиметра.
- Трещина при гибке или та же дугообразная форма бортиков из-за плохого закрепления инструмента на направляющей. Аналогичный эффект отмечается, если сама линейка неровная.
- Борта могут изгибаться в виде дуги еще и из-за разного радиуса закругления при выполнении гибки - за счет различия в остаточной толщине полимерного материала вдоль паза. Причинами тому служат наличие загрязнений на копировальном ролике, налипание стружки, неоднородность толщины панели или недостаточно сильный прижим к ней фрезера. Когда разница между требуемой и реальной толщиной полимера значительна, нередко происходит также растрескивание лицевой стороны АКП.
- Изначально неровная поверхность заготовки может послужить причиной того же «эффекта сабли».
- Недостаточно опытные мастера зачастую приступают к гибке листов непосредственно после фрезеровки, не дав им достаточно времени на остывание. Возникает разница температур стенок около паза. По этой причине и радиусы вдоль линии гибки могут разниться, ведь не остывшая полимерная сердцевина не обретает нужную упругость для формирования подходящего значения этого параметра.

Растрескивание и неровность кассет при выполнении гибки
Основной причиной формирования трещин в наружном алюминиевом слое становится выполнение гибки изделий при морозной погоде. Следует прислушиваться в этом плане к рекомендациям изготовителей АКП: в большинстве случаев гнуть заготовки недопустимо, когда температурные значения не достигают +10 по Цельсию. Другая распространенная причина растрескивания алюминия - излишняя жесткость его слоя.
Если производить гибку на 90 градусов, лицевая поверхность кассет становится выпуклой либо вогнутой. Второй вариант отмечается при перегибе, а первый - при сгибании под тупым углом, когда осуществляется монтаж кассет и их борта зажимаются перпендикулярно плоскости фасада.
Вообще, соблюдение 90-градусного угла гибки - задача весьма нелегкая. Иногда при перегибе приходится дополнительно подгонять угол бортика под нужные значения. Особые проблемы в этом плане наблюдаются при чрезмерной жесткости покровного алюминиевого листа. Для предотвращения его дефектов при загибе стоит использовать специальный гибочный станок, где выполняется изгиб чуть больше, чем на 90 градусов.
Трудно избежать проблем при ручной гибке, без применения станка или подходящего зажимного приспособления. Руками непросто добиться одновременной гибки обоих бортов. Если их загибать не одномоментно, поверхность кассеты станет неровной.
Дефекты при высечке проушин и углов
Обязательное условие правильной высечки уголков кассеты - четкое совпадение вершины высекаемого треугольника с центральной осью образовавшегося при фрезеровке паза. Смещение уголка приведет к различным нарушениям целостности угла или лицевой поверхности, чаще всего - образовании локальной выпуклости, а за нею - впадины.
Еще одно условие соответствия АКП стандартам - одинаковый уровень проушин относительно верхнего края кассеты, в противном случае они будут опираться только на одну из своих сторон. Различие в указанном уровне влечет за собой выступание края изделия над плоскостью облицовки.
Еще раз о прямом угле загиба бортиков изделия. Нарушение этого параметра приводит к возникновению заметной щели на боковой грани. Ее устранение обычно происходит путем стягивания концов углов, а отсюда - выпуклость или вогнутость лицевой поверхности изделия. Аналогичный дефект отмечается, когда углы у катетов высекаемого уголка отличны от 45 градусов. Тогда образуется та же щель либо наложение частей кассеты друг на друга.
Транспортировочно-монтажные нарушения
Правильная обработка - еще не все для обеспечения нужной геометрии изделий. Некоторые проблемы порой возникают при транспортировке кассет, их складировании либо установке. Один из наиболее частых дефектов - нарушение целостности поверхностного слоя из-за трения одного изделия о другое. Во избежание его рекомендуется перекладывать изделия картонными слоями.
Отсутствие параллельности ригелей крепления при установке служит причиной образования ненужной выпуклости кассет. Похожий дефект наблюдается при не совпадении крепежных отверстий у самих изделий и ригелей. Избежать подобного искривления не удастся и в том случае, если позабыть о тепловом зазоре при монтаже или закрепить кассеты чересчур жестко. Зажимать их следует только с одной из сторон.
Специалистам, отвечающим за обработку, важно понимать, насколько критично то или иное из перечисленных требований в плане влияния на эксплуатационные характеристики АКП. Недопустима небрежность в такой работе либо установке изделий, способные негативно повлиять на внешний вид облицовки. Наглядный тому пример - случай, когда отрыв защитной пленки с алюминиевых композитных панелей производился не под нужные 180 градусов, а перпендикулярно их поверхности. Итог - выгибание наружу нескольких их нижних рядов, из-за чего фасад оказался испорчен, а репутация компании, осуществлявшей монтаж, - поставлена под сомнение.