

















































Проблемы при фрезерной обработке акрила

Фрезерование акрила — один из наиболее распространенных процессов, используемых при изготовлении разнообразных рекламных конструкций. С его помощью можно разрезать материал по контуру, привлекательно обрабатывать края, делать выборку пазов или снимать определенный слой.
В отличие от похожего внешне стекла, материал прекрасно поддается обработке. Но несмотря на это, во время работы иногда возникают определенные сложности: к примеру, может поломаться инструмент, на оргстекле появляются трещины, результат обработки края не соответствует ожиданиям. Рассмотрим, как предотвратить проблемы, встречающиеся наиболее часто.
Некачественная обработка края
Следы вибраций или оплавление на поверхности обработанного края могут появиться по ряду причин:
- Недостаточно острый инструмент. В этом случае его необходимо заменить или заточить фрезу.
- Слишком большая или слишком маленькая скорость подачи. Оптимальное решение – отладить оборудование на подходящий режим.
- Зажимной патрон или шпиндель разбалансировались или же шпиндель износился. Чтобы устранить эту проблему, необходимо провести балансировку с помощью регулировочных винтов, заменить сам патрон или шпиндель.
- Рабочий стол или подвижная каретка вибрируют или входят в резонанс. Важно зафиксировать рабочий стол, увеличить его массу или установить демпфер. Возможно также потребуется изменить частоту вращения и скорость подачи.
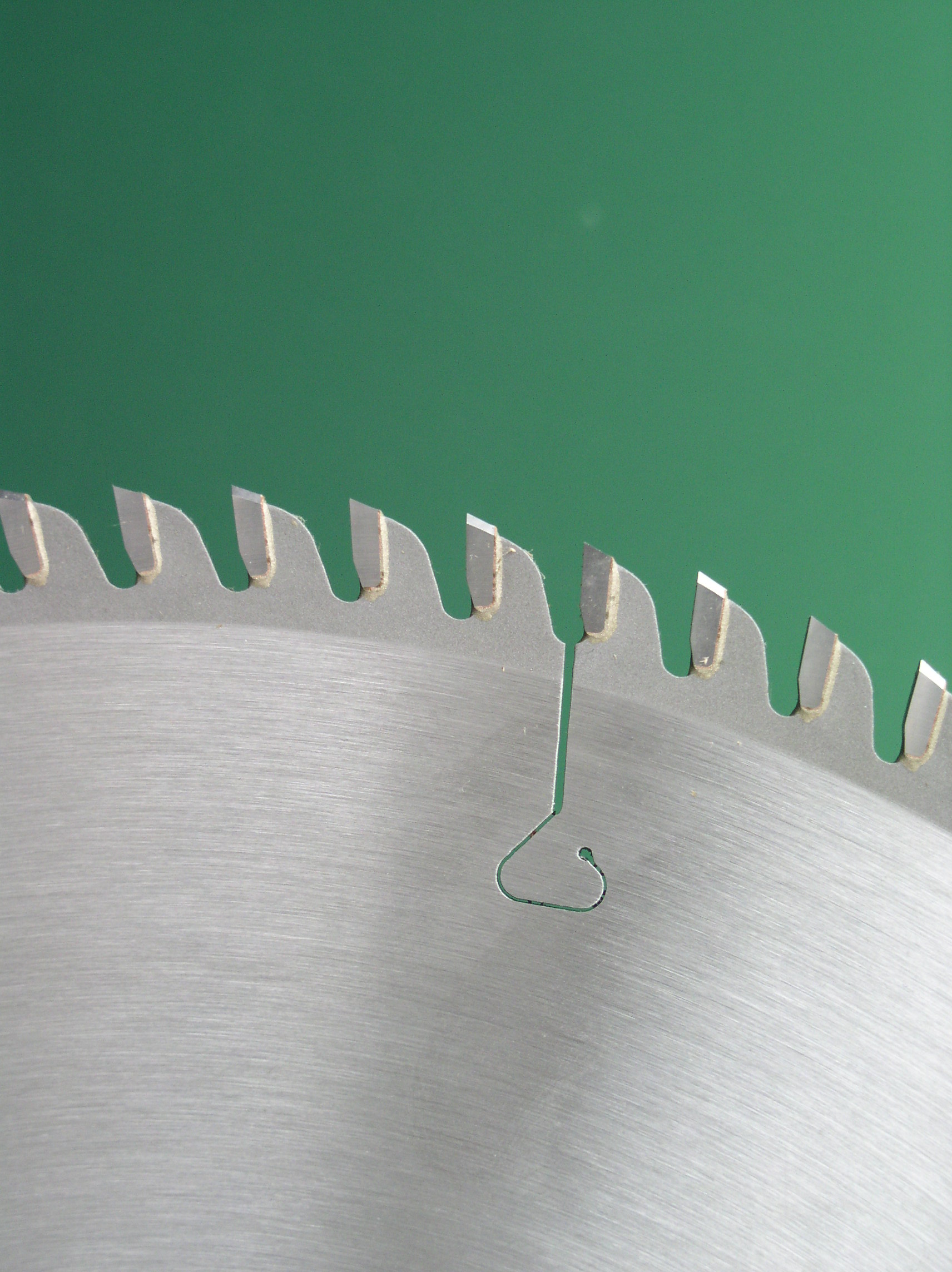
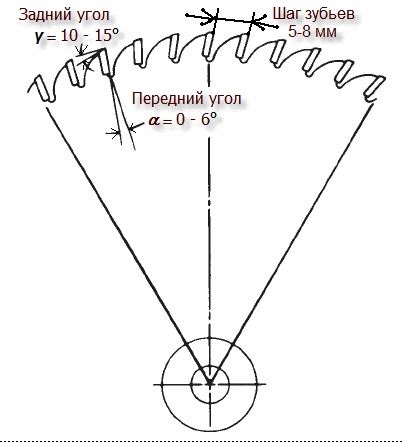
- Неправильный передний или задний угол режущего инструмента. Для литого акрила необходим инструмент с передним углом 0° и задним углом 2-5°, для экструдированного акрила передний угол 5°, задний — 10-15°.
- Перегрев акрила. Чтобы обеспечить достаточное охлаждение, попробуйте усилить давление струи воздуха, распылять воду с помощью аэрозоля или использовать капельно-струйную подачу охладителя.
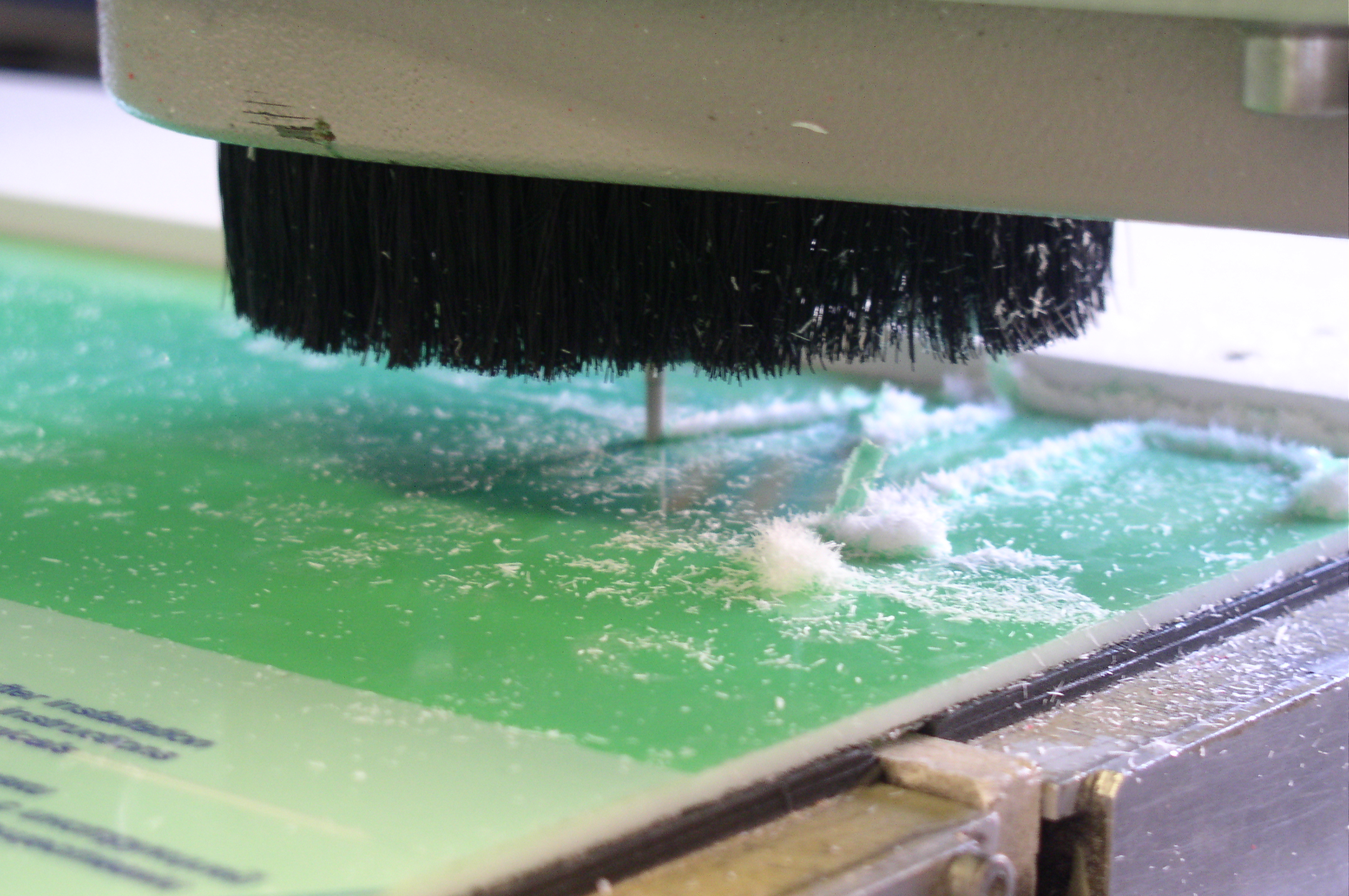
- Налипание стружки на режущей кромке фрезы. Для удаления стружки может использоваться сжатый воздух или специальная вакуумная система.
Поломка фрезы
Чтобы избежать поломки режущего инструмента и резкой остановки производственного процесса, необходимо придерживаться ряда условий:
- Не перегревать фрезу, используя охлаждение и быстро удаляя стружку, используя двукромочные фрезы с винтовой парой для удаления стружки или фрезы с большим диаметром, если это допустимо по минимальному радиусу обрабатываемого контура.
- Не превышать допустимую скорость подачи
- Не использовать тупые фрезы. Их необходимо вовремя затачивать или заменять
- Не подвергать фрезу избыточной нагрузке, снижая силу или скорость подачи, производя обработку в несколько проходов. Это также поможет избежать чрезмерной вибрации.

Трещины и поломки в готовых деталях
Основная причина поломок вырезанных акриловых деталей — недостаточная фиксация или ее отсутствие. Среди наиболее распространенных методов решения такой проблемы:
- Применение фрезы малого диаметра.
- Малая скорость подачи.
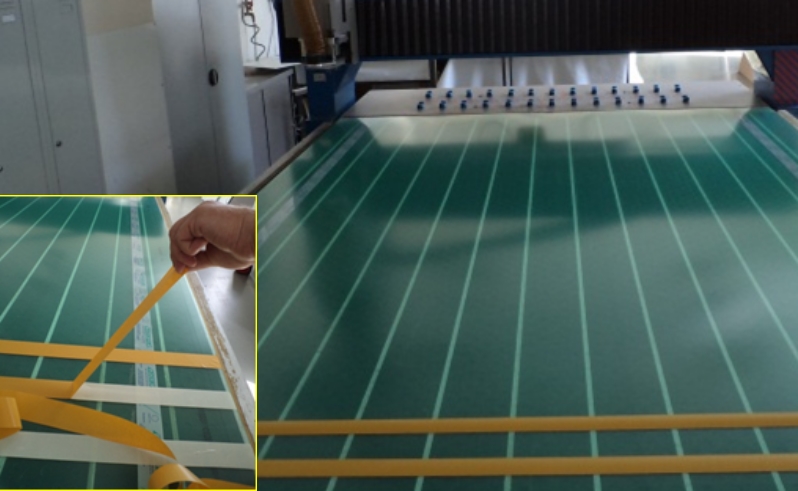
- Фиксация с помощью двусторонних клеящих лент HPX.
- Замена фрезерования на лазерную порезку.

Компания AVERS предлагает украинскому рынку широкий ассортимент разнообразных рекламных материалов от мировых лидеров, а также услугу обработки акрила и других пластиков, алюминиевых композитных панелей на профессиональных станках с ЧПУ. Обращайтесь в чат или по телефонам за технологической консультацией и помощью в выборе
