

















































Обработка жесткого ПВХ

Спрос на ПВХ неуклонно растет с момента его появления. Сегодня этот пластик активно используется для множества применений — от самоклеящихся пленок для рекламы до вспененных листов. ПВХ обладает отличной устойчивостью к воде и водным растворам, атмосферным явлениям, размерной стабильностью, жесткостью и гибкостью. Еще одно преимущество — низкая стоимость. Рассмотрим особенности обработки этого суперматериала.
Отличный материал
Компания АВЕРС предлагает большой ассортимент ПВХ для различных задач:
- печати;
- POS – изделий;
- канцтоваров;
- упаковки
Материал отличается твердостью, эластичностью, стойкостью к ударам, появление трещин исключено. ПВХ устойчив к жирам и маслам, растворителям красок для печати, а также к горению.

Подготовка
Пленка для защиты поверхности должна оставаться на материале до начала обработки. Разметка наносится на нее. Необходимо удостовериться в отсутствии повреждений на защитной пленке, поскольку они могут привести к некачественному результату.
Очистка листов ПВХ обычно не требуется. Однако если предполагается печать, целесообразно обезжирить поверхности.
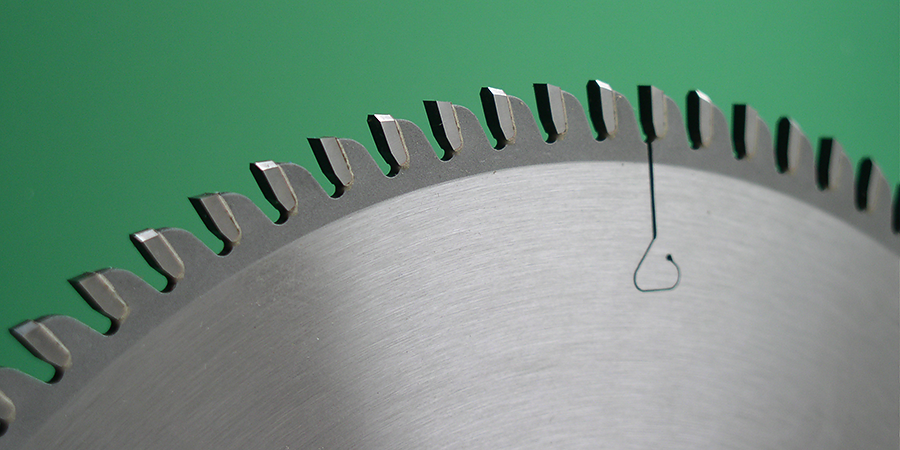
Распиловка
Для обработки материала подходят дисковые, ручные и ленточные пилы, лобзики. Предпочтение отдается пилам для работы по дереву, толщина материала для обработки должна быть более 1 мм. Для толщин менее 1 мм лучше использовать рубку на гильотине.
Сверление
Применяются обычные дрели для металла. Скорость вращения 50-300 об/мин. Для отверстий, диаметром более 12 мм, можно задействовать кольцевые фрезы, стружку следует регулярно удалять.
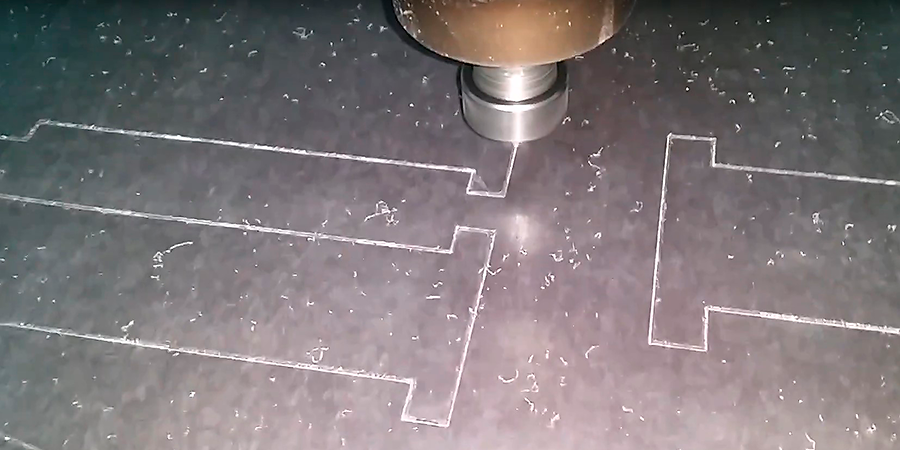
Фрезерование ПВХ
Фрезеровка пленки ПВХ осуществляется на универсальных, вертикальных и горизонтальных устройствах со скоростью около 900 об/мин.
Подходит большинство обычных инструментов для дерева или мягких металлов. Фрезы с наконечниками из карбида вольфрама обеспечивают длительную эксплуатацию, инструменты с алмазным наконечником предлагают высокую степень чистоты. Оптимально использовать двухсторонние фрезы, шлифованные и отточенные с углом зазора около 12°.
Чтобы достичь хорошего результата, все инструменты должны быть острыми и остывшими. Требуется следить за тщательным удалением стружки. Наиболее предпочтительный вариант — направлять сжатый воздух на фрезу и заготовку.
Холодная гибка
Листы ПВХ тоньше 1 мм могут подвергаться холодному изгибу до 90°. Лист необходимо подрезать до размера для предварительного изгиба, а края должны быть обработаны так, чтобы они были гладкими, без следов пиления или шероховатостей. Защитная пленка при этом остается на месте. Затем лист должен быть согнут на угол, превышающий желаемый угол, с относительно высокой скоростью. Рекомендуется провести испытания на небольших образцах, чтобы определить соответствующее значение, прежде чем переходить к полному производству.
Горячая гибка ПВХ
Подходит стандартное оборудование, предназначенное для сгибания термопластов. Очень важен равномерный нагрев до температуры 115—130°С. Предпочтительный радиус кривизны — не менее чем 1,5–2 толщины листа.
Горячая гибка выполняется со снятой защитной пленкой. Перед формованием можно удалить пленку вдоль линии сгиба, чтобы большая часть листа оставалась защищенной.
Толстые листы требуют нагрева с двух сторон, а также важно дождаться полного остывания готового изделия.
Склеивание жесткого ПВХ
Листы ПВХ чаще всего склеиваются растворяющим клеем.
Соединять ПВХ с невпитывающими материалами также можно с помощью растворяющего клея или двухкомпонентного полиуретанового клея без растворителей. Если требуется склеить ПВХ и впитывающие материалы, применяются водный дисперсный или двухкомпонентный полиуретановый клей. Также отлично подойдут двусторонние клеящие ленты HPX.
Сварка
Температура сваривания 280–290°С. Очень важен равномерный нагрев. Чтобы не допустить перегрева в конкретной точке, требуется предварительно разогреть сварочный прут до 70–80°С.
Вакуумное формование
ПВХ прекрасно подходит для вакуумного формования, изделия из ПВХ отличаются высокой четкостью внутри пресс-формы. Предпочтительно использовать автоматические машины, которые захватывают лист со всех сторон в течение всего процесса.
Оптимальная температура — 130—160°С. Листы толщиной более 2 мм нагреваются с двух сторон.
Окраска и печать
Придать другой цвет или нанести изображение можно посредством акриловых, двухкомпонентных полиуретановых и ПВХ-красок. Печать осуществляется цифровым и трафаретным способом, сольвентными и УФ-отверждаемыми чернилами.
Монтаж ПВХ пленки
При установке готовых изделий важно учитывать терморасширение. Для его компенсации делаются овальные отверстия, особенно если речь идет о вывесках крупного размера или предполагаются перепады температуры.
В ассортименте компании АВЕРС представлено огромное разнообразие материалов для рекламы и дизайна. Менеджеры с радостью помогут подобрать оптимальное решение и профессионально проконсультируют по всем вопросам, касающимся обработки. Обращайтесь в чат или по телефонам.





