

















































Обробка жорсткого ПВХ

Попит на ПВХ неухильно зростає з моменту його появи. Сьогодні цей пластик активно використовується для безлічі застосувань — від самоклейних плівок для реклами до спінених листів. ПВХ має гарну стійкість до води і водних розчинів, атмосферних явищ, розмірну стабільність, твердість і гнучкість. Ще одна перевага — низька вартість. Розглянемо особливості обробки цього суперматеріалу.
Чудовий матеріал
Компанія АВЕРС пропонує великий асортимент ПВХ для різних завдань:
- друку;
- POS — виробів;
- канцелярських товарів;
- пакування.
Матеріал відрізняється твердістю, еластичністю, стійкістю до ударів, поява тріщин виключена. ПВХ є стійким до жирів і мастил, розчинників фарб для друку, а також до горіння.

Підготовка
Плівка для захисту поверхні повинна залишатися на матеріалі до початку роботи. Розмітка наноситься саме на неї. Необхідно упевнитися, чи немає пошкоджень на захисній плівці, оскільки вони можуть привести до неякісного результату.
Очищення листів ПВХ зазвичай не потрібно. Однак якщо передбачається друк, доцільно знежирити поверхні.
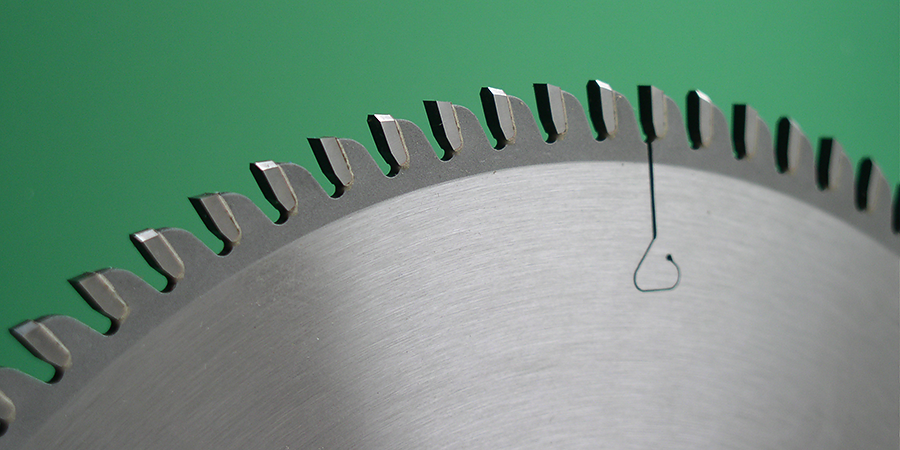
Розпилювання
Для роботи з матеріалом підходять дискові, ручні і стрічкові пили, лобзики. Перевага віддається пилкам для роботи по дереву, товщина матеріалу для обробки повинна бути більше 1 мм. Для товщини менше 1 мм краще використовувати рубку на гільйотині.
Свердління
Застосовуються звичайні дрилі для металу. Швидкість обертання 50-300 об/хв. Для отворів, діаметром більше 12 мм, можна задіяти кільцеві фрези, стружку слід регулярно видаляти.
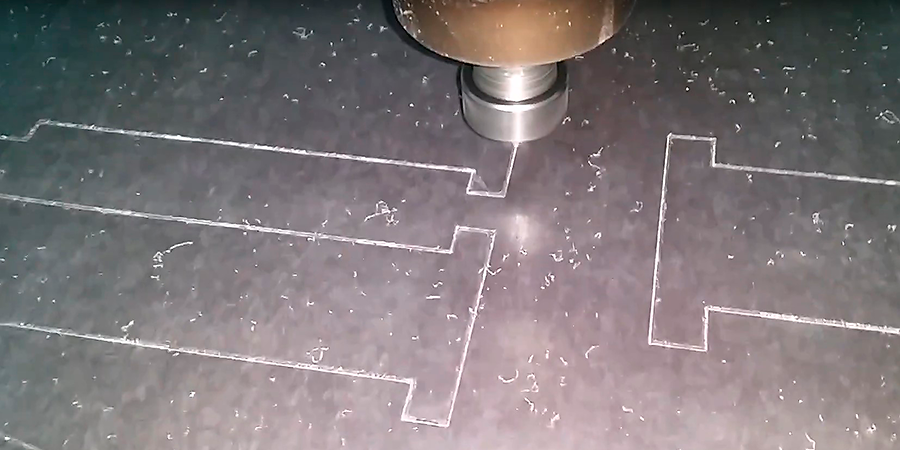
Фрезерування
Фрезерування ПВХ здійснюється на універсальних, вертикальних і горизонтальних пристроях зі швидкістю близько 900 об / хв.
Підходить більшість звичайних інструментів для дерева або м'яких металів. Фрези з наконечниками з карбіду вольфраму забезпечують тривалу експлуатацію, інструменти з алмазним наконечником пропонують високу ступінь чистоти. Оптимально використовувати двосторонні фрези, шліфовані і відточені з кутом зазору близько 12°.
Щоб досягти хорошого результату, всі інструменти повинні бути гострими і остиглими. Потрібно стежити за ретельним видаленням стружки. Найкращий варіант — направляти стиснене повітря на фрезу і заготовку.
Холодне гнуття
Листи ПВХ тонше 1 мм можуть піддаватися холодному вигину до 90°. Лист необхідно підрізати до розміру для попереднього вигину, а краї повинні бути оброблені так, щоб вони були гладкими, без слідів пиляння. Захисна плівка при цьому залишається на місці. Потім лист повинен бути зігнутий на кут, що перевищує бажаний кут, із відносно високою швидкістю. Рекомендується провести випробування на невеликих зразках, щоб визначити відповідне значення, перш ніж переходити до повного виробництва.
Гаряче гнуття
Підходить стандартне обладнання, призначене для згинання термопластів. Дуже важливий рівномірний нагрів до температури 115-130°С. Переважний радіус кривизни — не менше ніж 1,5-2 товщини листа.
Гаряче гнуття виконується зі знятою захисною плівкою. Перед формуванням можна видалити плівку уздовж лінії згину, щоб більша частина листа залишалася захищеною.
Товсті листи вимагають нагріву з двох сторін, а також важливо дочекатися повного охолодження готового виробу.
Склеювання жорсткого ПВХ
Листи ПВХ найчастіше склеюються клеєм-розчинником.
З'єднувати ПВХ із непористими матеріалами також можна за допомогою клею, що розчиняє, або двокомпонентного поліуретанового клею без розчинників. Якщо потрібно склеїти ПВХ і всотувальні матеріали, застосовуються водний дисперсний або двокомпонентний поліуретановий клей. Також гарно підійдуть двосторонні клейкі стрічки HPX.
Зварювання
Температура зварювання 280-290°С. Дуже важливим є рівномірний нагрів. Щоб не допустити перегріву в конкретному місці, потрібно попередньо розігріти зварювальний прут до 70-80°С.
Вакуумне формування
ПВХ чудово підходить для вакуумного формування, вироби з ПВХ відрізняються високою чіткістю всередині прес-форми. Краще використовувати автоматичні машини, які захоплюють лист із усіх боків протягом усього процесу.
Оптимальна температура — 130—160°С. Листи товщиною більше 2 мм нагріваються з двох сторін.
Забарвлення і друк
Надати інший колір або нанести зображення можна за допомогою акрилових, двокомпонентних поліуретанових і ПВХ-фарб. Друк здійснюється цифровим і трафаретним способами, сольвентними і УФ-чорнилами.
Монтаж
При встановленні готових виробів важливо враховувати терморозширення. Для його компенсації робляться овальні отвори, особливо якщо йдеться про вивіски великого розміру або передбачаються перепади температури.
У асортименті компанії АВЕРС представлена величезне розмаїття матеріалів для реклами і дизайну. Менеджери з радістю допоможуть підібрати оптимальне рішення і професійно проконсультують із усіх питань, що стосуються обробки. Звертайтеся в чат або за телефонами.





